Search Results (Searched for: )
- tommylight

03 Jan 2025 11:05
Replied by tommylight on topic Estop all the axes that scroll at low speed, a few hundredths per second
Estop all the axes that scroll at low speed, a few hundredths per second
Category: General LinuxCNC Questions
- my1987toyota

03 Jan 2025 11:00
Replied by my1987toyota on topic Some 3D printing advice to start this section
Some 3D printing advice to start this section
Category: Additive Manufacturing
- Guytou
- Guytou
03 Jan 2025 10:41
encoder to change PWM value to VFD was created by Guytou
encoder to change PWM value to VFD
Category: Computers and Hardware
- Edi_48
- Edi_48
03 Jan 2025 10:39
- Odiug
- Odiug
03 Jan 2025 10:37
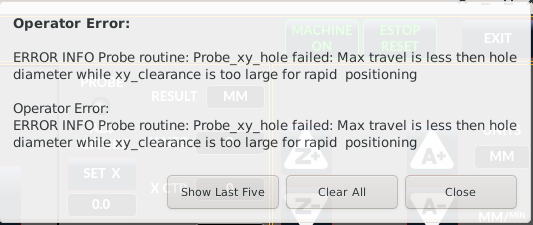
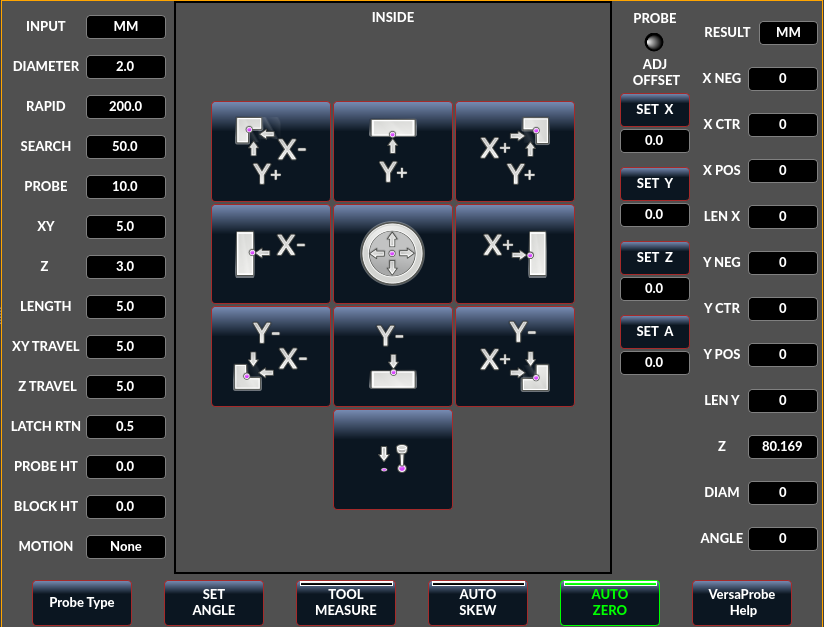
QtDragon PROBE: understanding popup error message was created by Odiug
QtDragon PROBE: understanding popup error message
Category: Qtvcp
- Cant do this anymore bye all

03 Jan 2025 09:09
Replied by Cant do this anymore bye all on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- Cant do this anymore bye all
03 Jan 2025 09:01
Replied by Cant do this anymore bye all on topic Arduino IO Expansion
Arduino IO Expansion
Category: Show Your Stuff
- Ginou
- Ginou
03 Jan 2025 08:43
- Ehsan_R
- Ehsan_R
03 Jan 2025 08:36
- AnkerFly
- AnkerFly
03 Jan 2025 07:44 - 03 Jan 2025 07:45
Probe basiс and Cyrillic characters was created by AnkerFly
Probe basiс and Cyrillic characters
Category: QtPyVCP
- RV3Dtech
- RV3Dtech
03 Jan 2025 07:30
Replied by RV3Dtech on topic qtDragon LED Probe und Spindeldrehzahl anzeigen
qtDragon LED Probe und Spindeldrehzahl anzeigen
Category: Deutsch

- phillc54

03 Jan 2025 06:57
Replied by phillc54 on topic Cut Recovery Not Consistently Triggering
Cut Recovery Not Consistently Triggering
Category: Plasmac
- TomAlborough

03 Jan 2025 06:20
Replied by TomAlborough on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- stirra
- stirra
03 Jan 2025 04:19
Replied by stirra on topic Missing link in homing LC10E
Missing link in homing LC10E
Category: EtherCAT
- yoshimitsuspeed
- yoshimitsuspeed
03 Jan 2025 04:09
Replied by yoshimitsuspeed on topic Questions in trying to get my home built machine dialed in with a 7i76E
Questions in trying to get my home built machine dialed in with a 7i76E
Category: General LinuxCNC Questions
Time to create page: 0.638 seconds