Search Results (Searched for: )
- ihavenofish
- ihavenofish
11 Dec 2024 06:31 - 11 Dec 2024 06:32
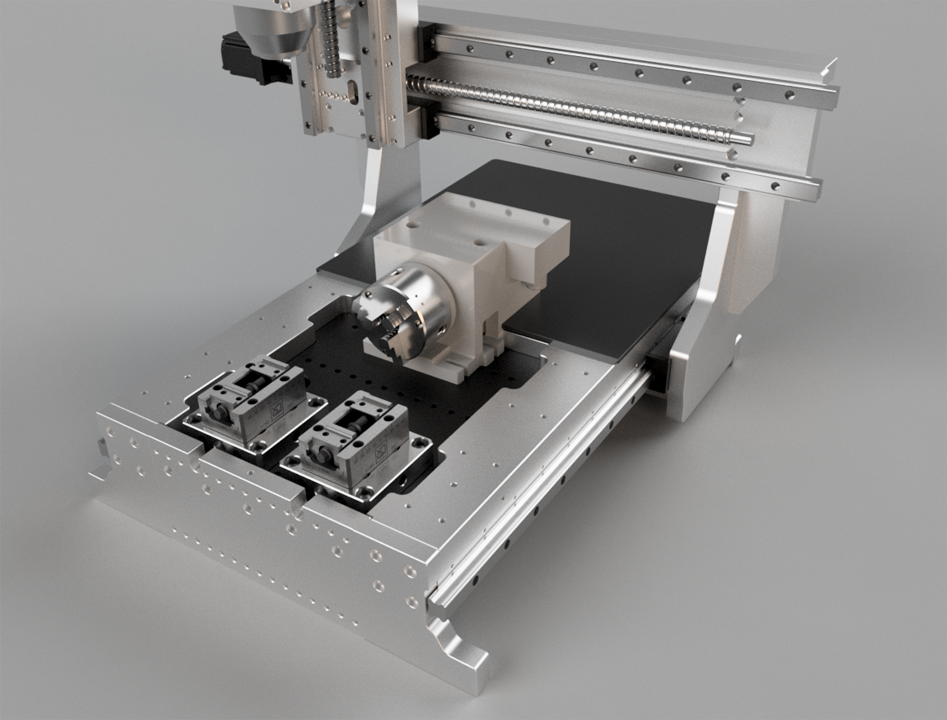
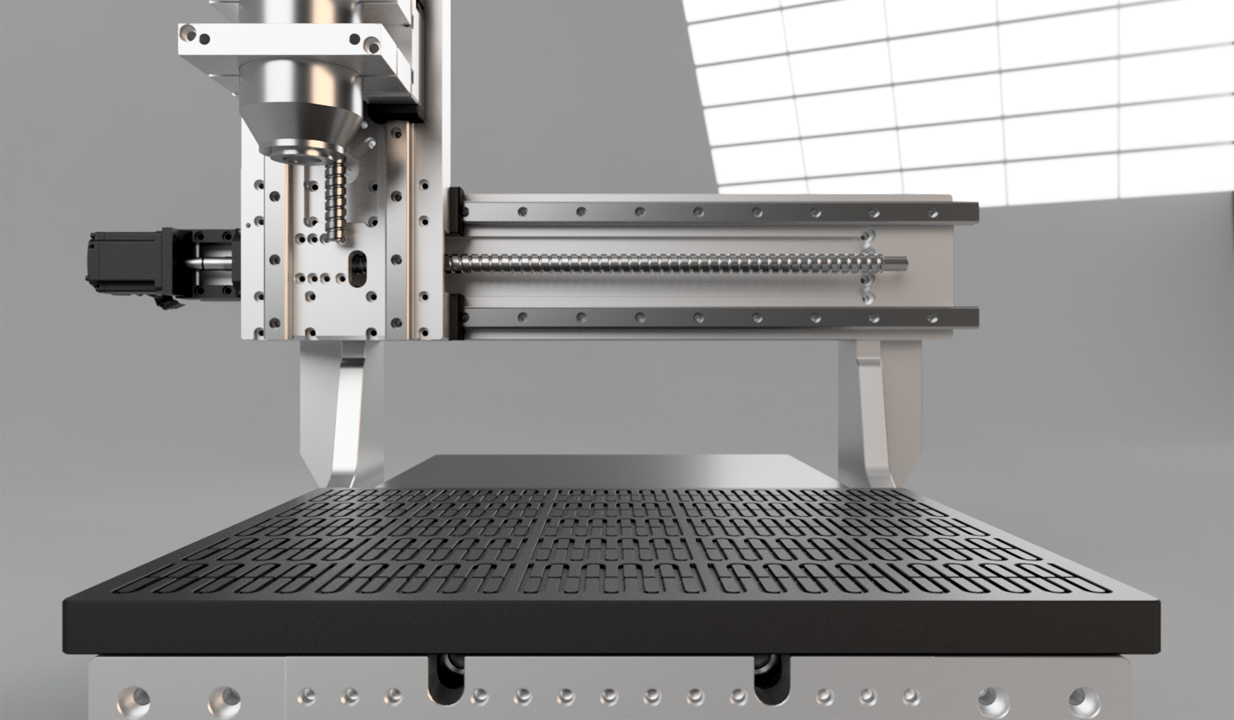
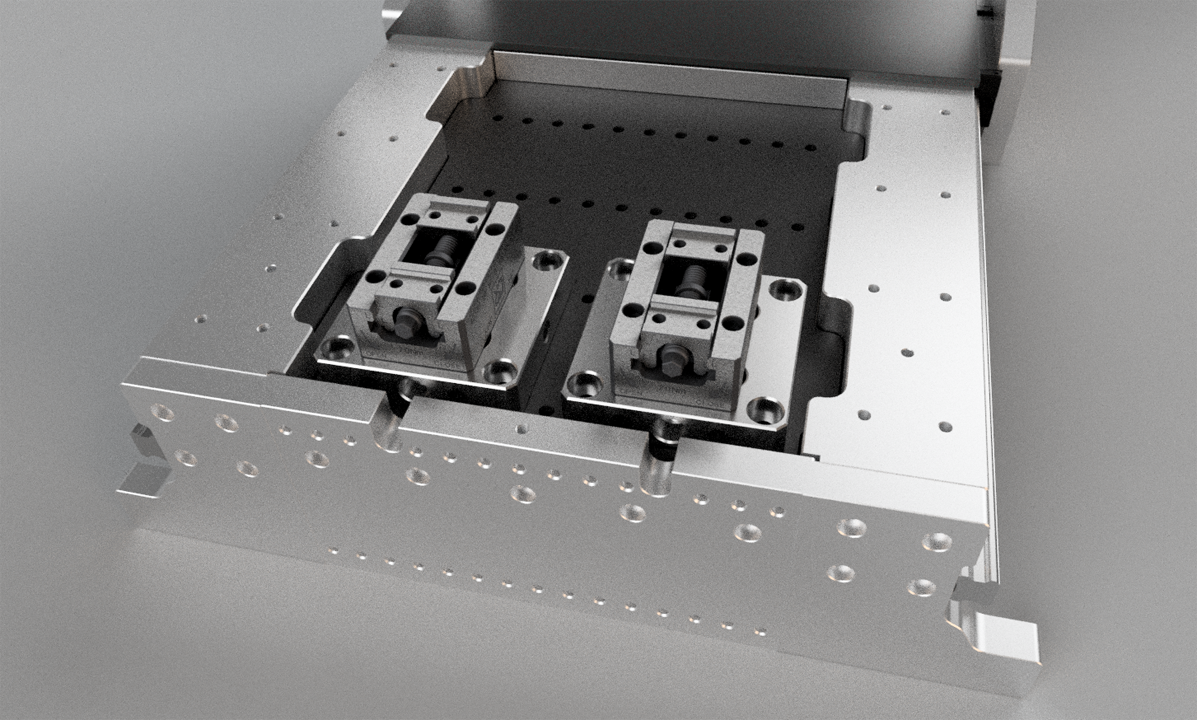
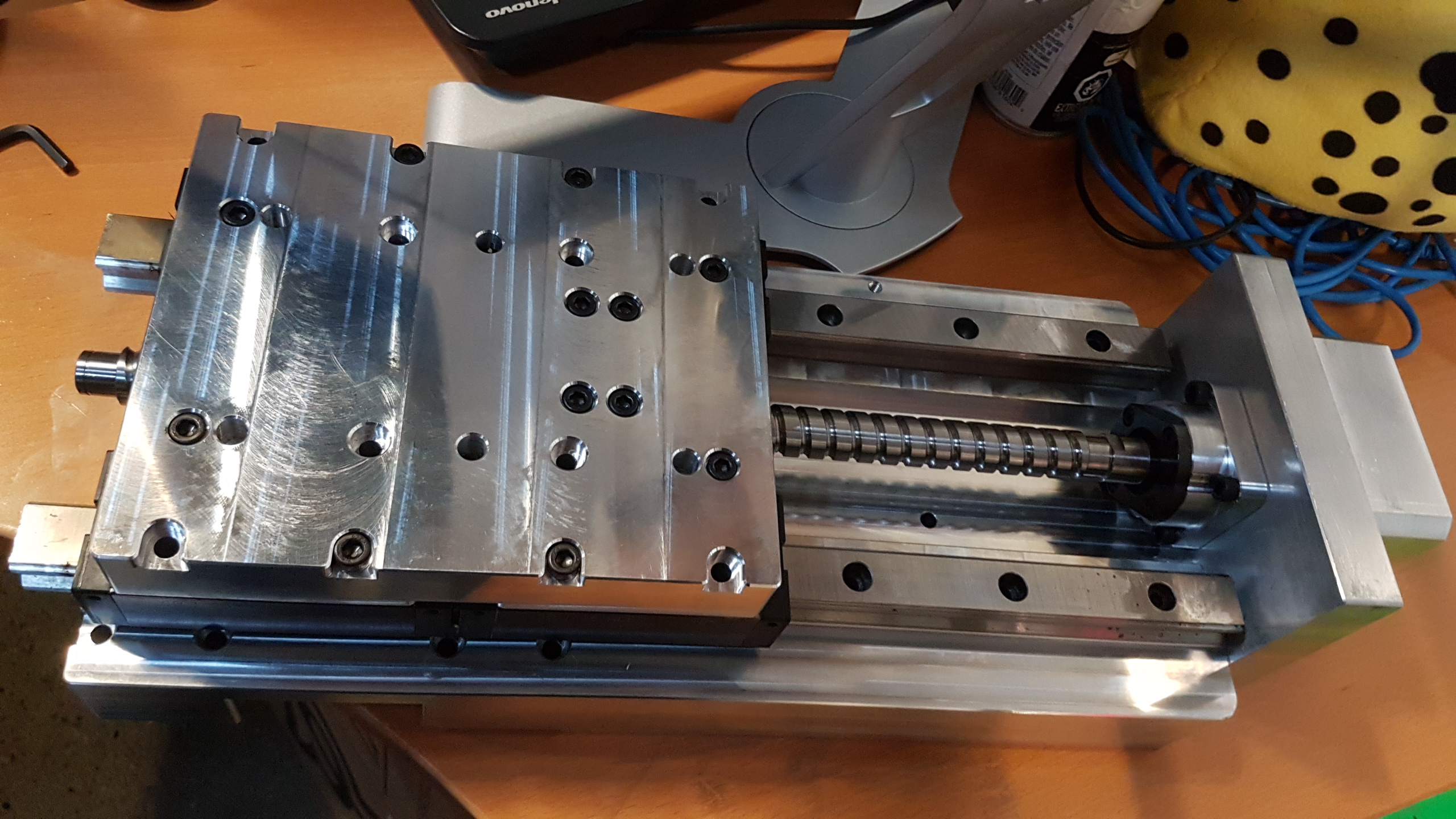
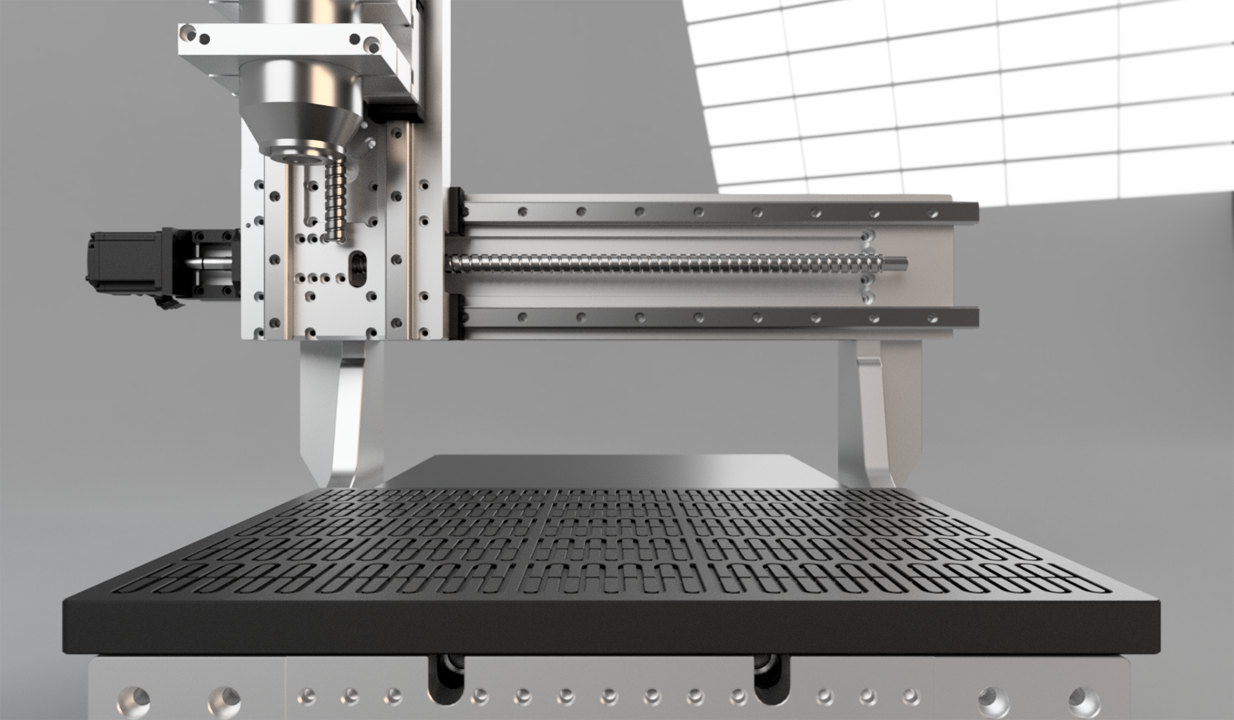
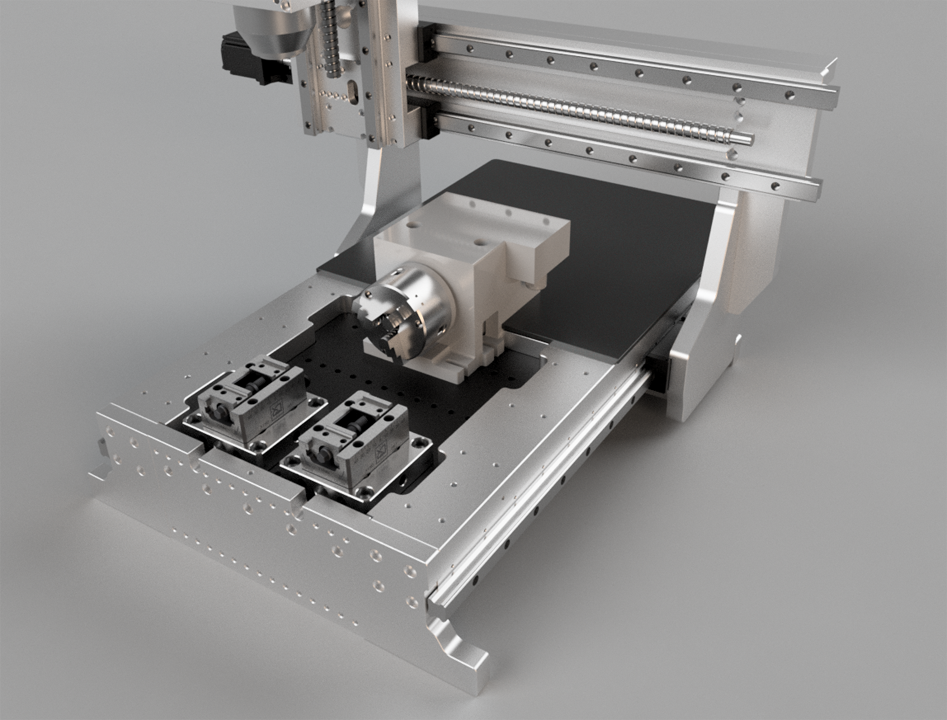
Replied by ihavenofish on topic Mini wannabe datron build
Mini wannabe datron build
Category: CNC Machines
- Unlogic
- Unlogic
11 Dec 2024 06:19 - 11 Dec 2024 10:19
Replied by Unlogic on topic Optimum Optimill MH50V CNC conversion
Optimum Optimill MH50V CNC conversion
Category: Milling Machines
- timo
- timo
11 Dec 2024 06:05 - 11 Dec 2024 06:07
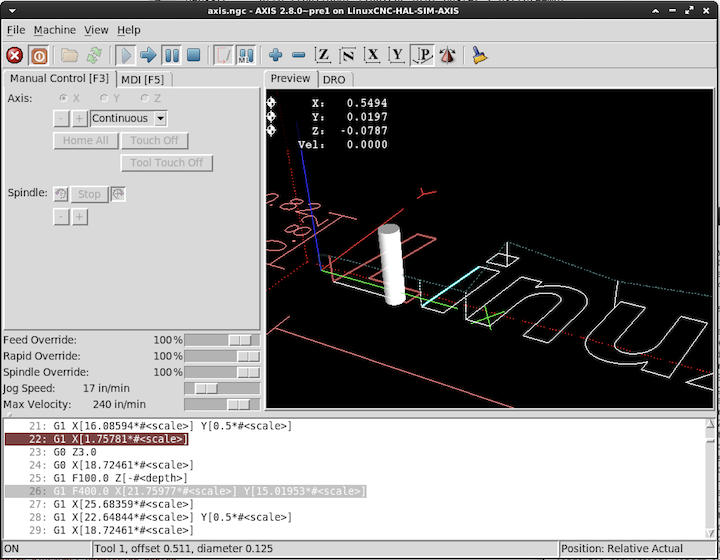
Replied by timo on topic How to build a spaceship with Linuxcnc and a Mesa 7i76e
How to build a spaceship with Linuxcnc and a Mesa 7i76e
Category: Basic Configuration
- meister
- meister
11 Dec 2024 05:57
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- timo
- timo
11 Dec 2024 05:44 - 11 Dec 2024 05:53
")
- dbtayl
- dbtayl
11 Dec 2024 04:06
Replied by dbtayl on topic FreeCAD 1.0 Who's using it?
FreeCAD 1.0 Who's using it?
Category: CAD CAM
- tcbmetalworks
- tcbmetalworks
11 Dec 2024 03:28
Replied by tcbmetalworks on topic 10.5 x 25 cnc plasma table retrofit
10.5 x 25 cnc plasma table retrofit
Category: Computers and Hardware

- P.J.B.C
- P.J.B.C
11 Dec 2024 02:10
Same settings, different result was created by P.J.B.C
Same settings, different result
Category: Basic Configuration
- ihavenofish
- ihavenofish
11 Dec 2024 01:22
Replied by ihavenofish on topic Rotating coordinate space via probing
Rotating coordinate space via probing
Category: General LinuxCNC Questions
- D Jensen
- D Jensen
11 Dec 2024 01:14
Replied by D Jensen on topic Retrofitting a 1986 Maho 400E
Retrofitting a 1986 Maho 400E
Category: Milling Machines
- ihavenofish
- ihavenofish
11 Dec 2024 01:09
Replied by ihavenofish on topic Rotating coordinate space via probing
Rotating coordinate space via probing
Category: General LinuxCNC Questions
- tommylight

11 Dec 2024 01:03
Replied by tommylight on topic Rotating coordinate space via probing
Rotating coordinate space via probing
Category: General LinuxCNC Questions
- ihavenofish
- ihavenofish
11 Dec 2024 00:52
Rotating coordinate space via probing was created by ihavenofish
Rotating coordinate space via probing
Category: General LinuxCNC Questions
- tommylight
11 Dec 2024 00:51
- CORBETT

11 Dec 2024 00:34 - 11 Dec 2024 01:18
Replied by CORBETT on topic Ethercat build from source instructions - Updated for 2024
Ethercat build from source instructions - Updated for 2024
Category: EtherCAT
Time to create page: 0.703 seconds