Search Results (Searched for: )
- HansU

21 Mar 2025 10:04 - 21 Mar 2025 10:05
Replied by HansU on topic Keyboard Shortcuts in Gmoccapy
Keyboard Shortcuts in Gmoccapy
Category: Gmoccapy
- jazial
- jazial
21 Mar 2025 09:57
- HansU
21 Mar 2025 09:57
Replied by HansU on topic Keyboard Shortcuts in Gmoccapy
Keyboard Shortcuts in Gmoccapy
Category: Gmoccapy
- jazial
- jazial
21 Mar 2025 09:43
Replied by jazial on topic halui.spindle.0.override.direct-value
halui.spindle.0.override.direct-value
Category: Advanced Configuration
")
- Hakan
- Hakan
21 Mar 2025 07:08
Replied by Hakan on topic General Questions about using ethercat
General Questions about using ethercat
Category: EtherCAT
- RotarySMP

21 Mar 2025 05:54
- gm001
- gm001
21 Mar 2025 05:21
- SummerLotus
- SummerLotus
21 Mar 2025 02:41
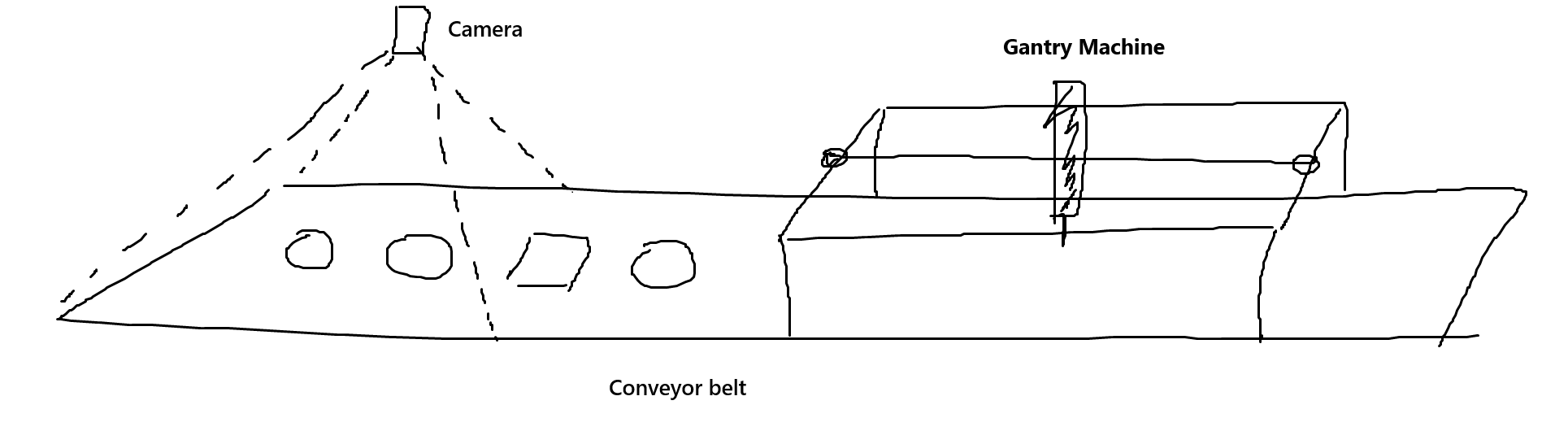
Regarding the question of following control on the assembly line was created by SummerLotus
Regarding the question of following control on the assembly line
Category: General LinuxCNC Questions
- Benb

21 Mar 2025 02:20
- wrhammer
- wrhammer
21 Mar 2025 01:58
Replied by wrhammer on topic Python commands lag time for remap
Python commands lag time for remap
Category: Advanced Configuration
- tommylight

21 Mar 2025 01:45
Replied by tommylight on topic 2.9.3 - Stuck in wrong state and stops
2.9.3 - Stuck in wrong state and stops
Category: Plasmac
- tommylight
21 Mar 2025 00:25
Replied by tommylight on topic Closed Loop DC Motor Remora EC500
Closed Loop DC Motor Remora EC500
Category: General LinuxCNC Questions
- tommylight
21 Mar 2025 00:24
Replied by tommylight on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
")
- PCW

21 Mar 2025 00:06 - 21 Mar 2025 00:07
Replied by PCW on topic 7I97T joint following error
7I97T joint following error
Category: General LinuxCNC Questions
- tommylight
21 Mar 2025 00:03
Time to create page: 0.663 seconds