Search Results (Searched for: )
- Hakan
- Hakan
17 Mar 2025 22:27
- Vector

17 Mar 2025 22:03 - 17 Mar 2025 22:04
Is there a "no go zone" feature of any kind? was created by Vector
Is there a "no go zone" feature of any kind?
Category: General LinuxCNC Questions
- Grotius

17 Mar 2025 21:25
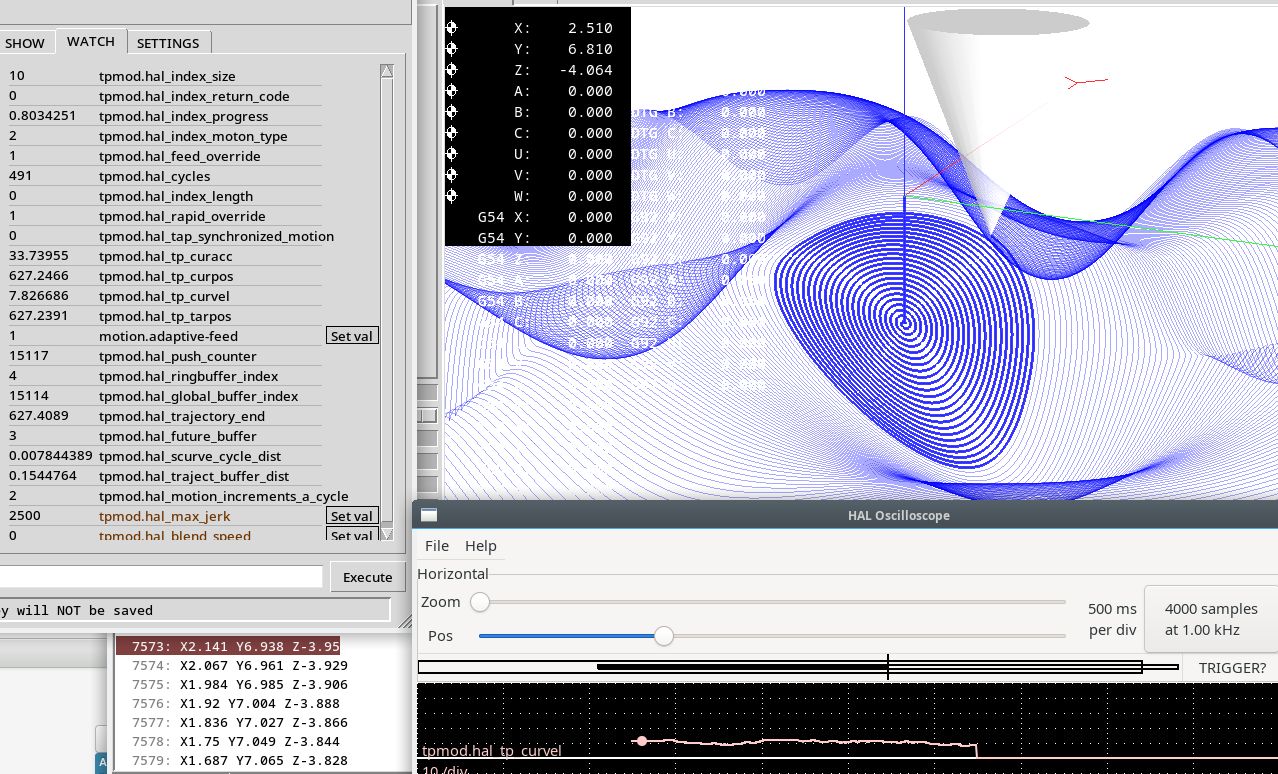
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions

- D Jensen
- D Jensen
17 Mar 2025 20:21
Replied by D Jensen on topic Retrofitting a 1986 Maho MH400E
Retrofitting a 1986 Maho MH400E
Category: Milling Machines
- unknown
- unknown
17 Mar 2025 20:15 - 17 Mar 2025 20:22
- unknown
- unknown
17 Mar 2025 20:09
- tommylight

17 Mar 2025 19:59
Replied by tommylight on topic Linux_Mint_22.1_LinuxCNC_2.10.iso
Linux_Mint_22.1_LinuxCNC_2.10.iso
Category: Installing LinuxCNC
- tommylight
17 Mar 2025 19:54
Replied by tommylight on topic Migration von 2.8.4 auf 2.9.4
Migration von 2.8.4 auf 2.9.4
Category: Deutsch
- nobby42
- nobby42
17 Mar 2025 19:48
Replied by nobby42 on topic Migration von 2.8.4 auf 2.9.4
Migration von 2.8.4 auf 2.9.4
Category: Deutsch
- directandrew
- directandrew
17 Mar 2025 19:28
Replied by directandrew on topic New to linuxcnc, basic question for DRO modes with encoded handwheels
New to linuxcnc, basic question for DRO modes with encoded handwheels
Category: General LinuxCNC Questions
- Todd Zuercher

17 Mar 2025 19:00
Replied by Todd Zuercher on topic New to linuxcnc, basic question for DRO modes with encoded handwheels
New to linuxcnc, basic question for DRO modes with encoded handwheels
Category: General LinuxCNC Questions
- directandrew
- directandrew
17 Mar 2025 18:52
Replied by directandrew on topic New to linuxcnc, basic question for DRO modes with encoded handwheels
New to linuxcnc, basic question for DRO modes with encoded handwheels
Category: General LinuxCNC Questions
- Todd Zuercher
17 Mar 2025 18:23
Replied by Todd Zuercher on topic New to linuxcnc, basic question for DRO modes with encoded handwheels
New to linuxcnc, basic question for DRO modes with encoded handwheels
Category: General LinuxCNC Questions
- Todd Zuercher
17 Mar 2025 18:13
Replied by Todd Zuercher on topic How to setup simultaneous tandem Y and tandem Z
How to setup simultaneous tandem Y and tandem Z
Category: StepConf Wizard
- Todd Zuercher
17 Mar 2025 18:09
Replied by Todd Zuercher on topic duel y motor setup help please
duel y motor setup help please
Category: StepConf Wizard
Time to create page: 0.779 seconds