Search Results (Searched for: )
- JB-Motoring
- JB-Motoring
19 Feb 2025 15:05
Replied by JB-Motoring on topic Mesa 7i97T + 7i84 + 7i78 configuration
Mesa 7i97T + 7i84 + 7i78 configuration
Category: General LinuxCNC Questions
")
- Aciera

19 Feb 2025 14:45
Replied by Aciera on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions

- Aciera
19 Feb 2025 14:13 - 19 Feb 2025 14:14
Replied by Aciera on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- Grotius

19 Feb 2025 13:39 - 19 Feb 2025 13:47
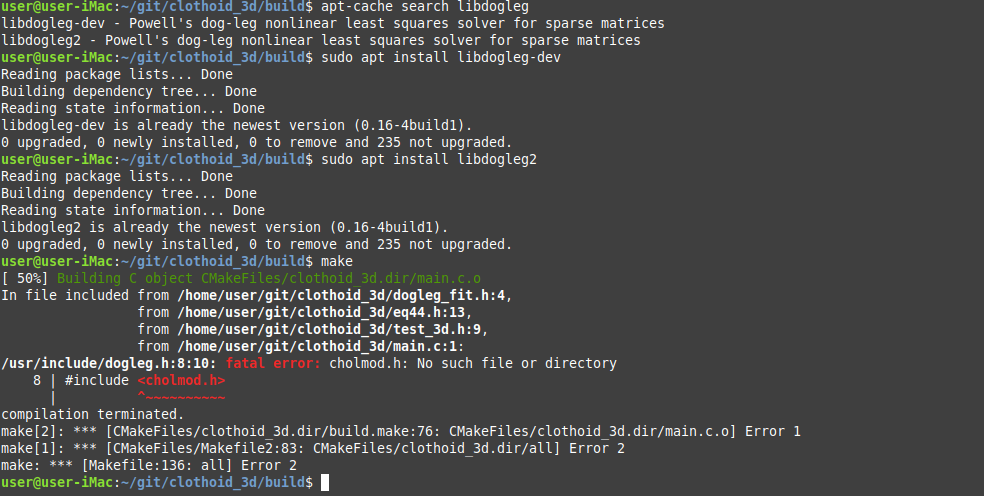
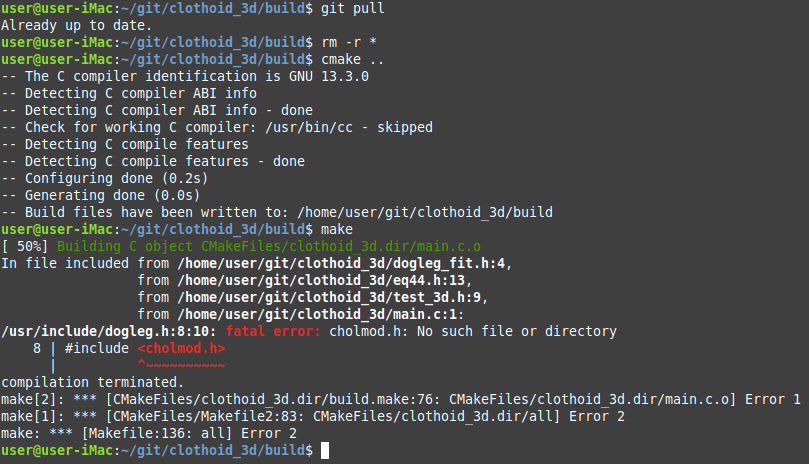
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- meister
- meister
19 Feb 2025 13:29 - 19 Feb 2025 13:40
Replied by meister on topic RPi + Sipeed Tang Nano 20 k: new breakout board for LitexCNC
RPi + Sipeed Tang Nano 20 k: new breakout board for LitexCNC
Category: Driver Boards
- gmouer
- gmouer
19 Feb 2025 13:23
Replied by gmouer on topic development of a qt version of ncam
development of a qt version of ncam
Category: Qtvcp
- Aciera
19 Feb 2025 13:13
Replied by Aciera on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- Grotius
19 Feb 2025 13:01
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- Chris54636
- Chris54636
19 Feb 2025 12:40
- JT

19 Feb 2025 12:33
Replied by JT on topic Mesa 7i97T + 7i84 + 7i78 configuration
Mesa 7i97T + 7i84 + 7i78 configuration
Category: General LinuxCNC Questions
- Aciera
19 Feb 2025 12:29
Replied by Aciera on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- unknown
- unknown
19 Feb 2025 12:08
Replied by unknown on topic The dumification of humanity through internet
The dumification of humanity through internet
Category: Off Topic and Test Posts
- denhen89

19 Feb 2025 11:27
- JT
19 Feb 2025 10:55
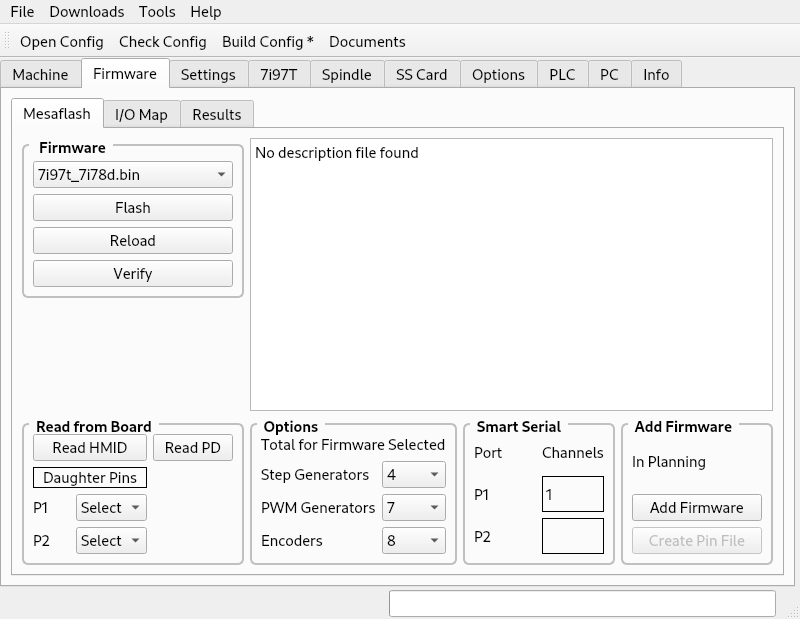
Replied by JT on topic Mesa Configuration Tool
Mesa Configuration Tool
Category: Configuration Tools
- JB-Motoring
- JB-Motoring
19 Feb 2025 10:46
Mesa 7i97T + 7i84 + 7i78 configuration was created by JB-Motoring
Mesa 7i97T + 7i84 + 7i78 configuration
Category: General LinuxCNC Questions
Time to create page: 0.676 seconds