Search Results (Searched for: )
- notJamesLee
- notJamesLee
07 Feb 2025 03:46
Tandem Motor Free to Turn - Mesa 7i96s was created by notJamesLee
Tandem Motor Free to Turn - Mesa 7i96s
Category: Basic Configuration
- GeckoWorks
- GeckoWorks
07 Feb 2025 03:41 - 07 Feb 2025 03:58
- unknown
- unknown
07 Feb 2025 02:27
Replied by unknown on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- phillc54

07 Feb 2025 02:11
Replied by phillc54 on topic Errors with G code for Qtpalmac
Errors with G code for Qtpalmac
Category: Fusion 360
- Lisov_R
- Lisov_R
07 Feb 2025 01:48
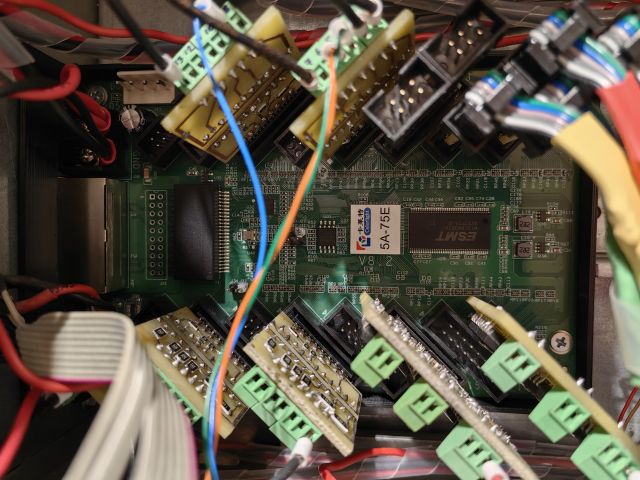
Replied by Lisov_R on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards
- Lisov_R
- Lisov_R
07 Feb 2025 01:44
Replied by Lisov_R on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards
- Lisov_R
- Lisov_R
07 Feb 2025 01:37 - 07 Feb 2025 01:42
Replied by Lisov_R on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards
- Lisov_R
- Lisov_R
07 Feb 2025 01:31
Replied by Lisov_R on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards
- Lisov_R
- Lisov_R
07 Feb 2025 01:26 - 07 Feb 2025 01:27
Replied by Lisov_R on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards
- Lisov_R
- Lisov_R
07 Feb 2025 01:21
Replied by Lisov_R on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards

- Muftijaja
- Muftijaja
07 Feb 2025 01:20 - 07 Feb 2025 12:49
Replied by Muftijaja on topic Probe Basic V.5 - kein Feedregler mehr? Solved
Probe Basic V.5 - kein Feedregler mehr? Solved
Category: Deutsch
- jhandel
- jhandel
07 Feb 2025 01:02
Replied by jhandel on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- slowpoke
- slowpoke
07 Feb 2025 01:01
Indivudual home buttons - EMC2-Axis was created by slowpoke
Indivudual home buttons - EMC2-Axis
Category: General LinuxCNC Questions
- skunkworks
- skunkworks
07 Feb 2025 00:26
Replied by skunkworks on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- PCW

06 Feb 2025 23:09
Replied by PCW on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
Time to create page: 0.845 seconds