Search Results (Searched for: )
- HansU

13 Jan 2025 22:01 - 13 Jan 2025 22:04
Replied by HansU on topic Gmoccapy 3.5.0 - opinions needed
Gmoccapy 3.5.0 - opinions needed
Category: Gmoccapy
")
")
- lukin1156
- lukin1156
13 Jan 2025 21:42
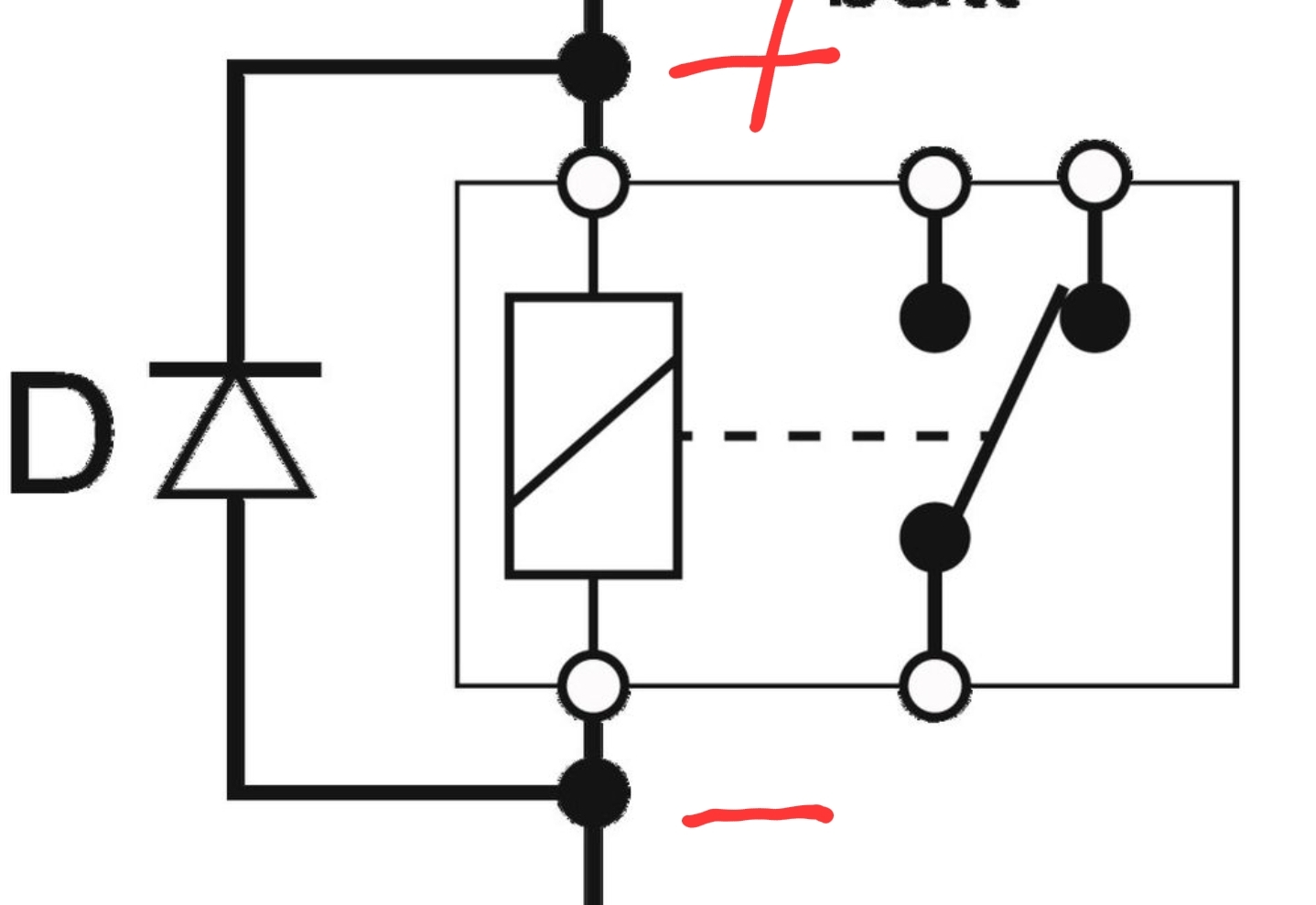
Replied by lukin1156 on topic Carousel with analog servo drive
Carousel with analog servo drive
Category: Advanced Configuration
- TomAlborough

13 Jan 2025 21:42
Replied by TomAlborough on topic RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
Category: Installing LinuxCNC
- MWalz
- MWalz
13 Jan 2025 21:26
- RotarySMP

13 Jan 2025 21:20
Replied by RotarySMP on topic Gmoccapy 3.5.0 - opinions needed
Gmoccapy 3.5.0 - opinions needed
Category: Gmoccapy
- chrischan
- chrischan
13 Jan 2025 21:19
Replied by chrischan on topic Maus funktioniert nicht bei Spindel Start
Maus funktioniert nicht bei Spindel Start
Category: Deutsch
- tommylight

13 Jan 2025 21:15
Replied by tommylight on topic Custom shapes to gcode
Custom shapes to gcode
Category: General LinuxCNC Questions
- tommylight
13 Jan 2025 21:11
Replied by tommylight on topic Maus funktioniert nicht bei Spindel Start
Maus funktioniert nicht bei Spindel Start
Category: Deutsch
- PCW

13 Jan 2025 21:11 - 14 Jan 2025 00:47
- chrischan
- chrischan
13 Jan 2025 20:48 - 13 Jan 2025 20:49
Replied by chrischan on topic Maus funktioniert nicht bei Spindel Start
Maus funktioniert nicht bei Spindel Start
Category: Deutsch
- dschultz
- dschultz
13 Jan 2025 18:28
- Aciera

13 Jan 2025 17:52
Replied by Aciera on topic LinuxCNC with OKUMA OSP MX-55VA
LinuxCNC with OKUMA OSP MX-55VA
Category: Basic Configuration
- Lcvette

13 Jan 2025 17:23
- zz912

13 Jan 2025 16:57
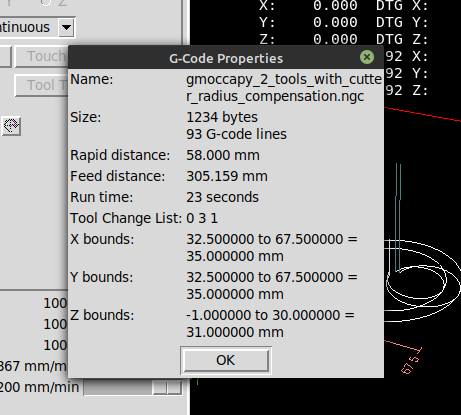
Replied by zz912 on topic LCNC 2.10 - Ask for AUTOMATIC_G43
LCNC 2.10 - Ask for AUTOMATIC_G43
Category: Gmoccapy
- PCW
13 Jan 2025 16:32
Time to create page: 0.405 seconds