Search Results (Searched for: )
- foam man
- foam man
16 Oct 2024 22:06
Replied by foam man on topic controller and motors not fully communicating
controller and motors not fully communicating
Category: General LinuxCNC Questions
- tommylight

16 Oct 2024 21:58
- Grotius

16 Oct 2024 21:45
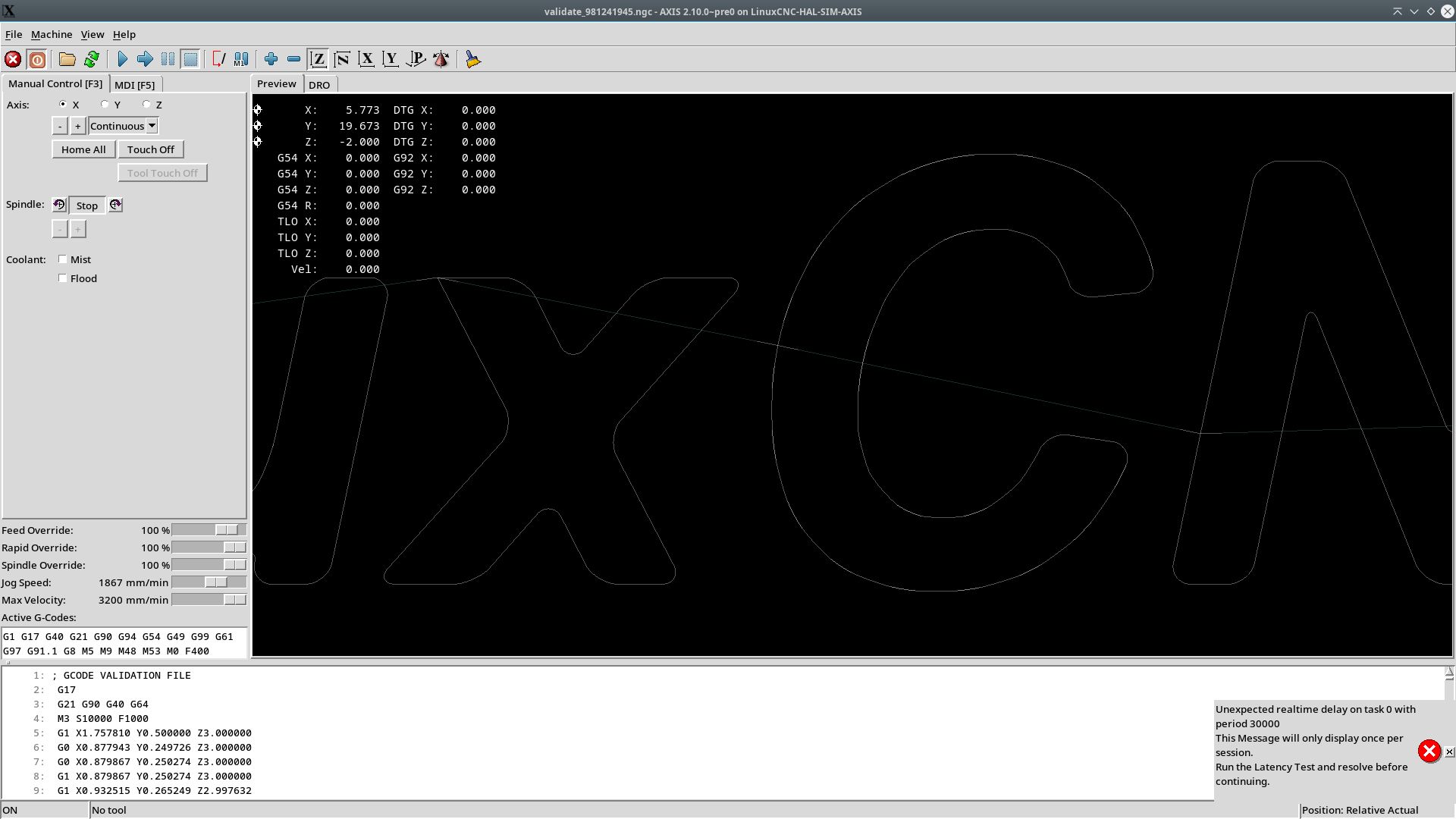
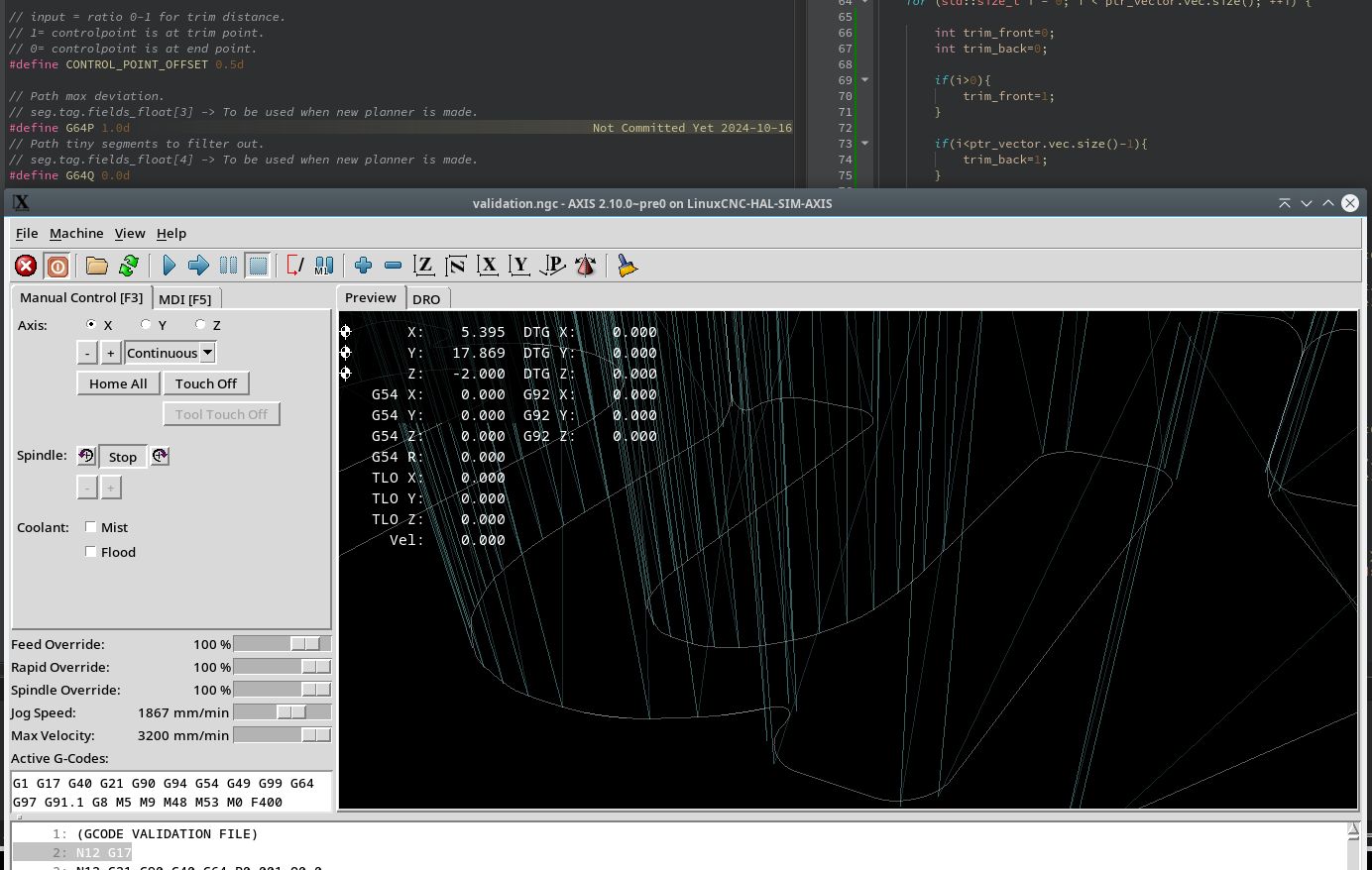
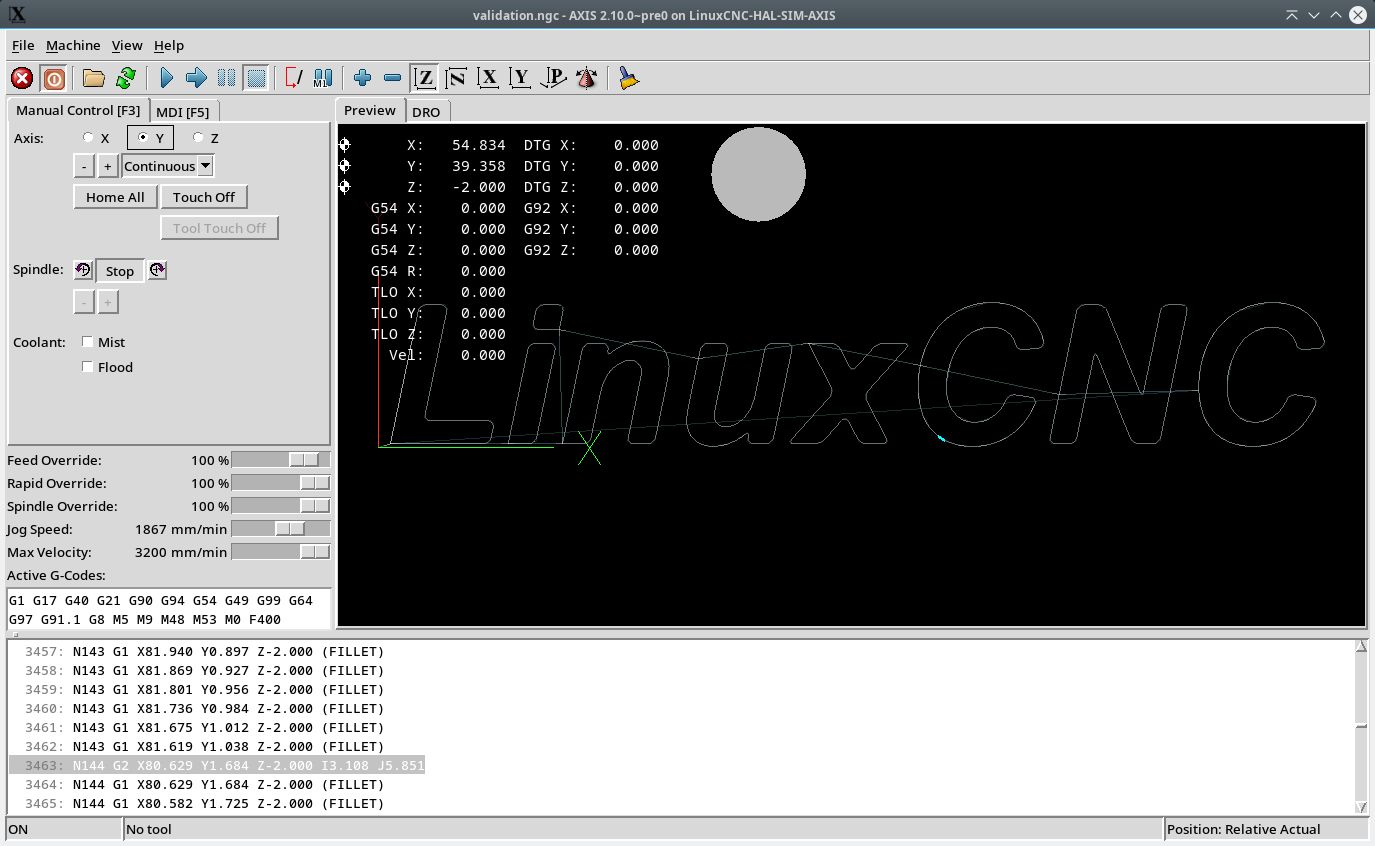
Replied by Grotius on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions


- tommylight
16 Oct 2024 21:42
Replied by tommylight on topic Make arc in W axis
Make arc in W axis
Category: General LinuxCNC Questions
- Aciera

16 Oct 2024 21:36
Replied by Aciera on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
- RLA
- RLA
16 Oct 2024 21:24
- snowgoer540

16 Oct 2024 21:23
Replied by snowgoer540 on topic motion.adaptive-feed range problem
motion.adaptive-feed range problem
Category: Advanced Configuration
- Grotius
16 Oct 2024 20:44
Replied by Grotius on topic c++ compiling error
c++ compiling error
Category: Advanced Configuration
- Benb

16 Oct 2024 20:27 - 16 Oct 2024 20:30
Replied by Benb on topic linuxcnc-dev is missing?
linuxcnc-dev is missing?
Category: Installing LinuxCNC
- Lcvette

16 Oct 2024 20:09
Replied by Lcvette on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- Dougal9887
- Dougal9887
16 Oct 2024 20:05
Replied by Dougal9887 on topic Are there no increase/decrease spindle speed buttons in Gmoccapy?
Are there no increase/decrease spindle speed buttons in Gmoccapy?
Category: Gmoccapy
- natester
- natester
16 Oct 2024 19:32 - 16 Oct 2024 19:34
Replied by natester on topic Keyboard simulation within a userspace component
Keyboard simulation within a userspace component
Category: Advanced Configuration
- Grotius
16 Oct 2024 19:20
Replied by Grotius on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions


- bkt

16 Oct 2024 19:14
- tommylight
16 Oct 2024 18:58
Replied by tommylight on topic Welche Tasten haben die Achsen?
Welche Tasten haben die Achsen?
Category: Deutsch
Time to create page: 0.918 seconds