Search Results (Searched for: )
- Cant do this anymore bye all

26 Aug 2024 03:21
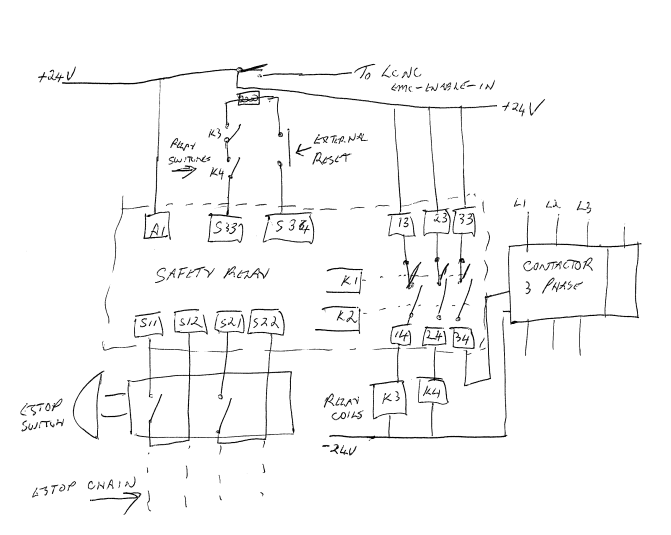
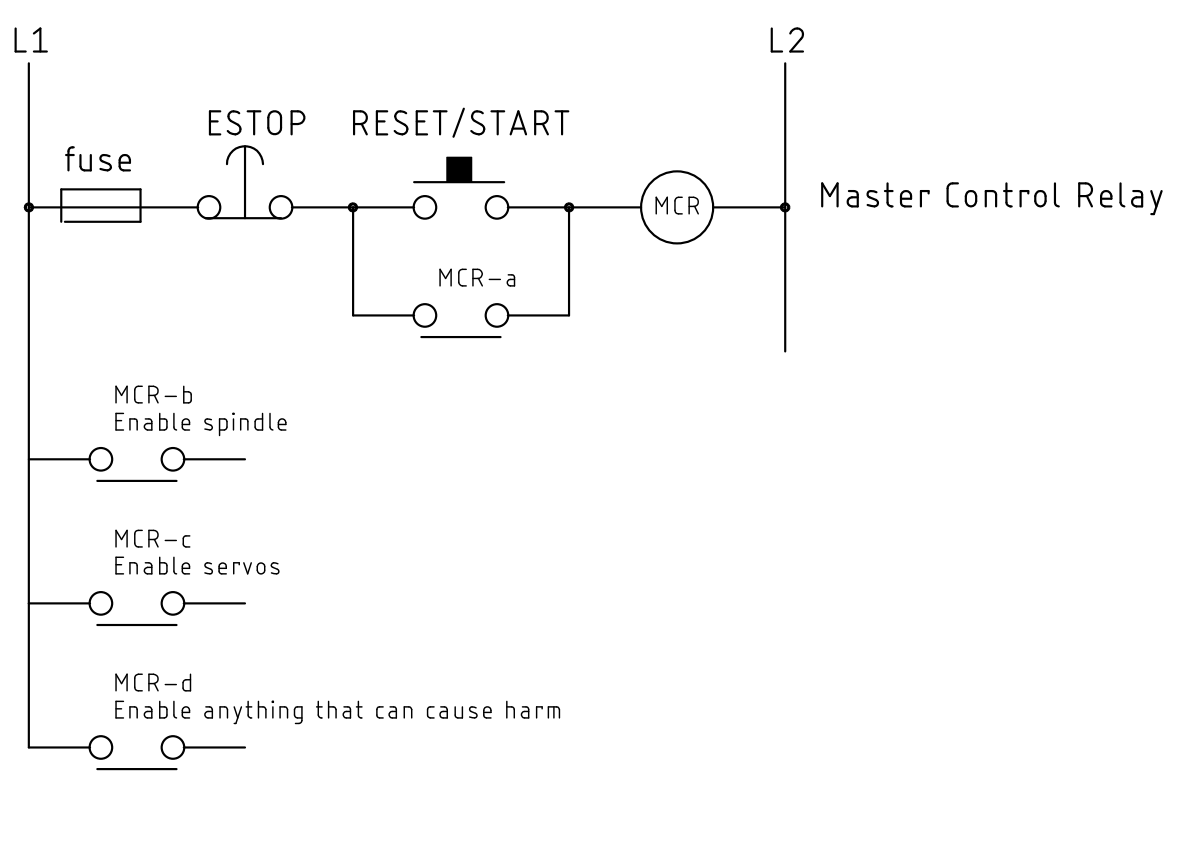
Replied by Cant do this anymore bye all on topic Is software Estop allowed
Is software Estop allowed
Category: HAL
- CFE
- CFE
26 Aug 2024 03:19
Replied by CFE on topic #<holes> = 3 - Unexpected behaviour
#<holes> = 3 - Unexpected behaviour
Category: Plasmac
- phillc54

26 Aug 2024 03:16
Replied by phillc54 on topic #<holes> = 3 - Unexpected behaviour
#<holes> = 3 - Unexpected behaviour
Category: Plasmac
- CFE
- CFE
26 Aug 2024 02:33
#<holes> = 3 - Unexpected behaviour was created by CFE
#<holes> = 3 - Unexpected behaviour
Category: Plasmac
- Benb

26 Aug 2024 02:27
- SamCoffee

26 Aug 2024 02:22
Replied by SamCoffee on topic Computer Shutdown
Computer Shutdown
Category: General LinuxCNC Questions
- spacestate1
- spacestate1
26 Aug 2024 00:41
Replied by spacestate1 on topic MCG Server Controller for 4th axis
MCG Server Controller for 4th axis
Category: Driver Boards
- rodw

25 Aug 2024 23:33
- tommylight

25 Aug 2024 23:19
- Benb
25 Aug 2024 22:47
- wm56
- wm56
25 Aug 2024 22:23
- besriworld
- besriworld
25 Aug 2024 20:39
Replied by besriworld on topic Spindle Step/Dir and as C axis one the same Servo
Spindle Step/Dir and as C axis one the same Servo
Category: Basic Configuration
- PCW

25 Aug 2024 20:26
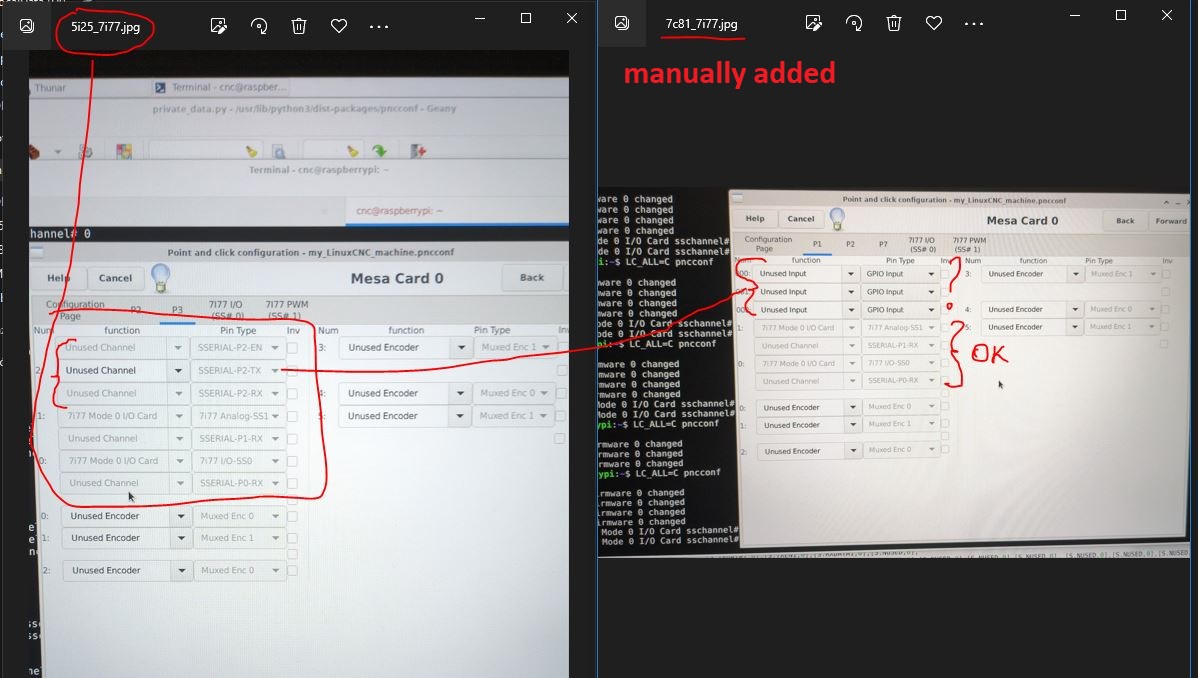
Replied by PCW on topic Raspberry Pi 4 with Mesa 7c81
Raspberry Pi 4 with Mesa 7c81
Category: Driver Boards
- _skinner
- _skinner
25 Aug 2024 19:29 - 25 Aug 2024 19:38
Replied by _skinner on topic Raspberry Pi 4 with Mesa 7c81
Raspberry Pi 4 with Mesa 7c81
Category: Driver Boards
- PCW
25 Aug 2024 19:09
Replied by PCW on topic Raspberry Pi 4 with Mesa 7c81
Raspberry Pi 4 with Mesa 7c81
Category: Driver Boards
Time to create page: 0.505 seconds