Search Results (Searched for: )
- spumco
- spumco
09 May 2026 19:36
Replied by spumco on topic Best way to sync collinear Spindles (running as step/gen signal)?
Best way to sync collinear Spindles (running as step/gen signal)?
Category: Advanced Configuration
- PCW

09 May 2026 16:31 - 09 May 2026 16:35
Replied by PCW on topic Mesa 7i96S, SSR output not work
Mesa 7i96S, SSR output not work
Category: Driver Boards
- japiii
- japiii
09 May 2026 16:17
Replied by japiii on topic Mesa 7i96S, SSR output not work
Mesa 7i96S, SSR output not work
Category: Driver Boards
- ffffrf
- ffffrf
09 May 2026 16:13 - 09 May 2026 16:16
- Lcvette

09 May 2026 16:09
Replied by Lcvette on topic Probe Basic facing no tool selected
Probe Basic facing no tool selected
Category: QtPyVCP
- Tim Bee
- Tim Bee
09 May 2026 15:44
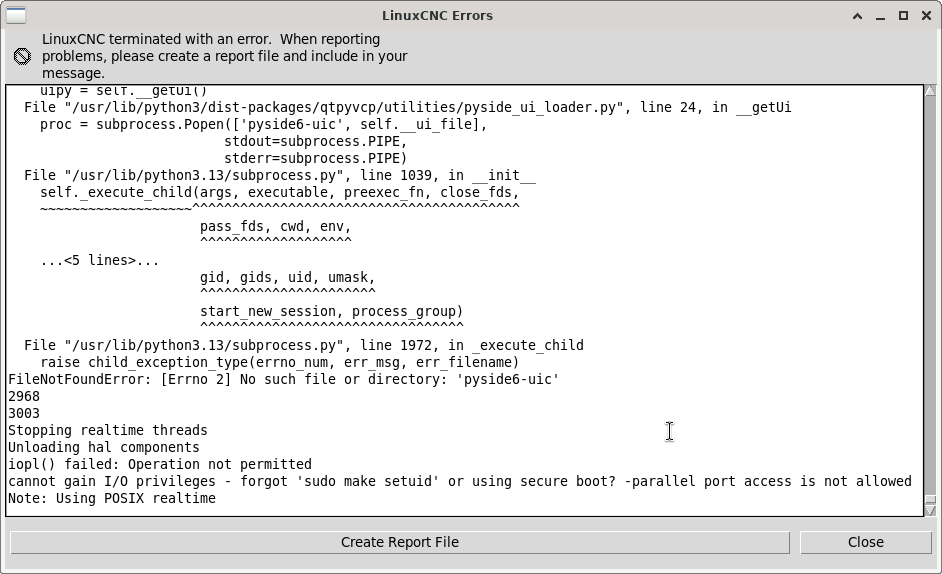
Replied by Tim Bee on topic probe basic can't start on debian13
probe basic can't start on debian13
Category: QtPyVCP
- zu4lu
- zu4lu
09 May 2026 15:22
Replied by zu4lu on topic Probe Basic facing no tool selected
Probe Basic facing no tool selected
Category: QtPyVCP
- Tim Bee
- Tim Bee
09 May 2026 15:03 - 09 May 2026 15:10
probe basic can't start on debian13 was created by Tim Bee
probe basic can't start on debian13
Category: QtPyVCP
- Lcvette
09 May 2026 14:46
Replied by Lcvette on topic Probe Basic facing no tool selected
Probe Basic facing no tool selected
Category: QtPyVCP
- poesel
- poesel
09 May 2026 14:00
Download links are a bit misleading was created by poesel
Download links are a bit misleading
Category: Installing LinuxCNC
- PCW
09 May 2026 13:51
Replied by PCW on topic Mesa 7i96S, SSR output not work
Mesa 7i96S, SSR output not work
Category: Driver Boards
- zu4lu
- zu4lu
09 May 2026 11:02 - 09 May 2026 11:02
Replied by zu4lu on topic Probe Basic facing no tool selected
Probe Basic facing no tool selected
Category: QtPyVCP
- japiii
- japiii
09 May 2026 10:43
Mesa 7i96S, SSR output not work was created by japiii
Mesa 7i96S, SSR output not work
Category: Driver Boards
- Otto
- Otto
09 May 2026 10:18
- grandixximo

09 May 2026 02:05
Replied by grandixximo on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
")
Time to create page: 0.256 seconds