Search Results (Searched for: )
- ErwinCNC
- ErwinCNC
12 Apr 2025 15:50
- PCW

12 Apr 2025 15:03
- tommylight

12 Apr 2025 14:31
- pgf
- pgf
12 Apr 2025 14:23
Replied by pgf on topic Running an external program from a HAL pin
Running an external program from a HAL pin
Category: HAL
- PCW
12 Apr 2025 14:09
- dm17ry

12 Apr 2025 14:02
- workaholic

12 Apr 2025 13:53 - 12 Apr 2025 13:54
Replied by workaholic on topic CamWorks (Solidworks) Post processor
CamWorks (Solidworks) Post processor
Category: Post Processors
- ErwinCNC
- ErwinCNC
12 Apr 2025 13:28
- meister
- meister
12 Apr 2025 12:14
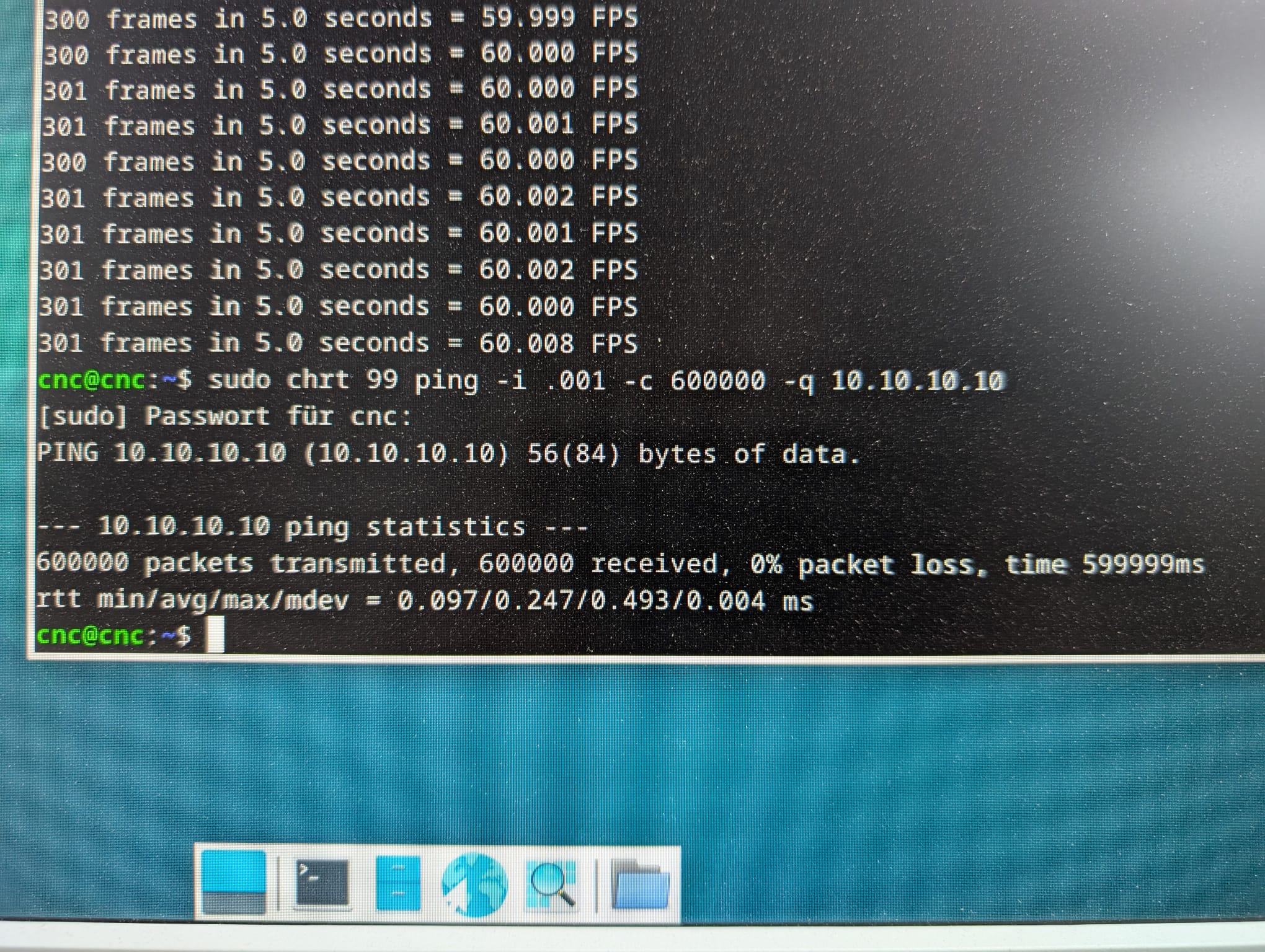
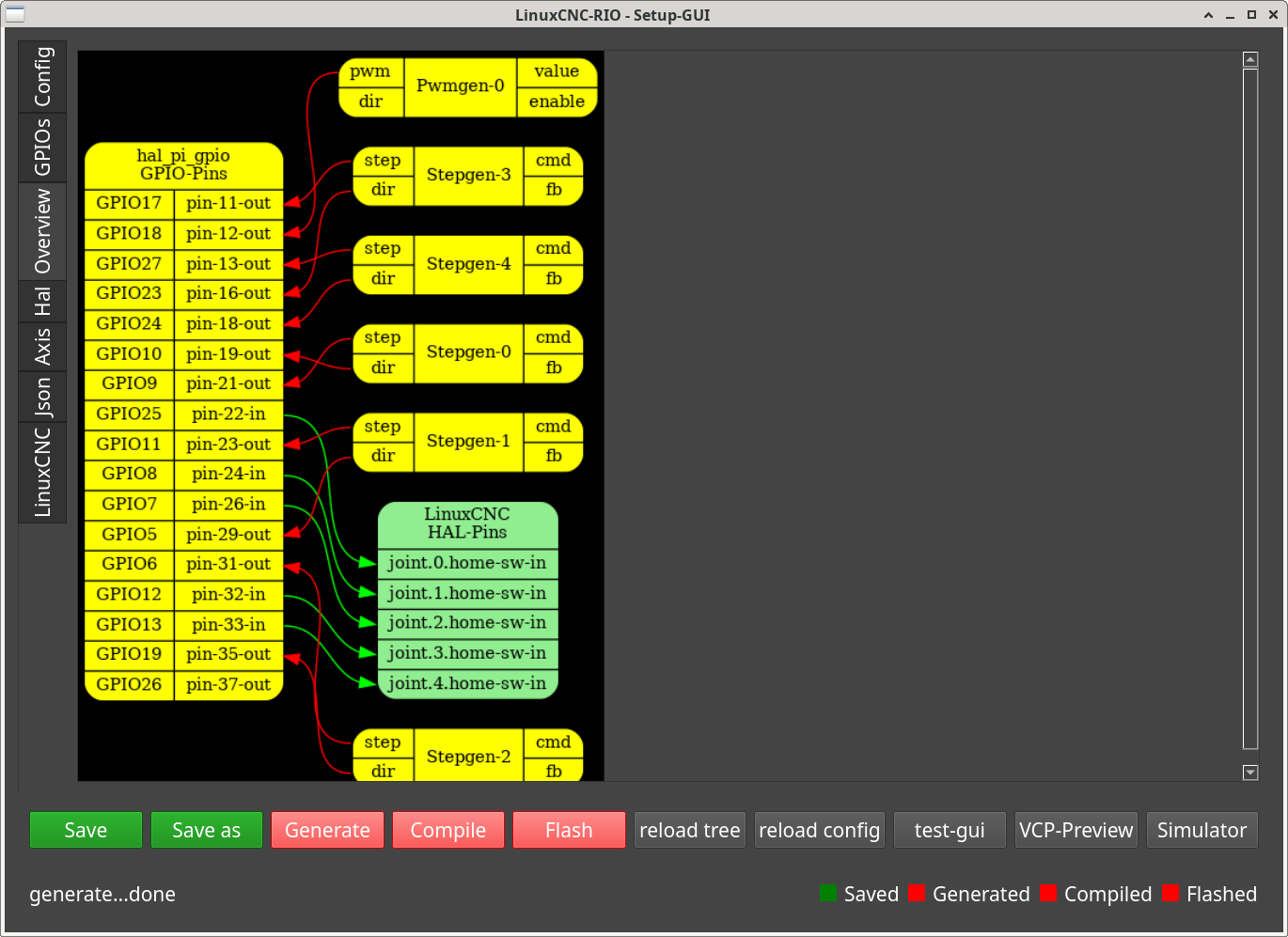
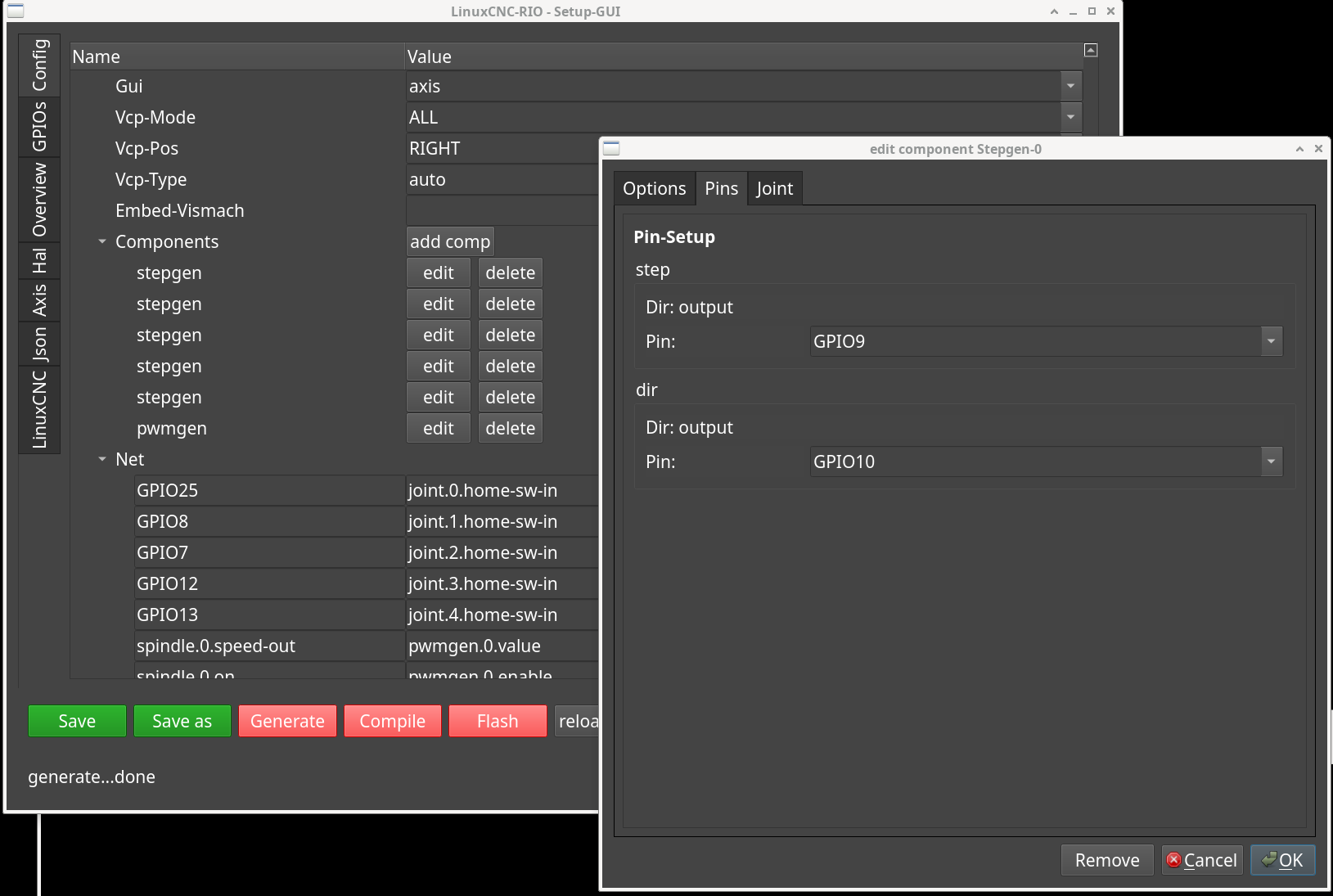
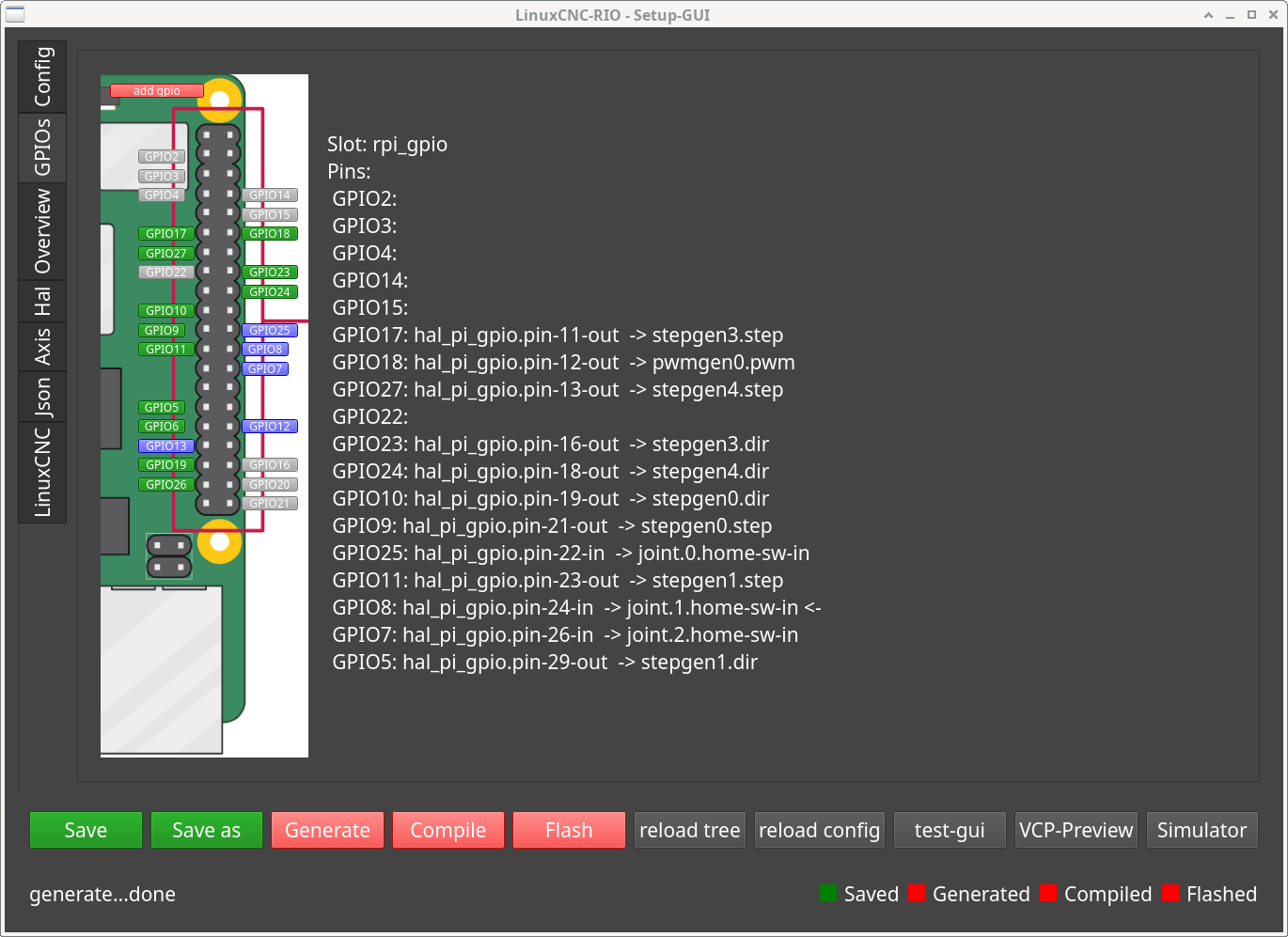
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- jpg
- jpg
12 Apr 2025 11:43
Replied by jpg on topic Hydraulic Linear Motion Precision Controll
Hydraulic Linear Motion Precision Controll
Category: Advanced Configuration
- unknown
- unknown
12 Apr 2025 11:29
- Millimetergott
- Millimetergott
12 Apr 2025 11:15 - 16 Apr 2025 14:04
- jpg
- jpg
12 Apr 2025 11:05
Replied by jpg on topic 3D Scanners Who Has Used Them?
3D Scanners Who Has Used Them?
Category: Additive Manufacturing
- vanhalen90
- vanhalen90
12 Apr 2025 10:41
Replied by vanhalen90 on topic Hydraulic Linear Motion Precision Controll
Hydraulic Linear Motion Precision Controll
Category: Advanced Configuration
")
- rodw

12 Apr 2025 10:15
Time to create page: 0.384 seconds