Search Results (Searched for: )
- Jensner
- Jensner
24 Oct 2024 18:08
Replied by Jensner on topic Unexpected realtime delay on task 0 with period 1000000
Unexpected realtime delay on task 0 with period 1000000
Category: QtPyVCP
- Jensner
- Jensner
24 Oct 2024 18:06
Replied by Jensner on topic Unexpected realtime delay on task 0 with period 1000000
Unexpected realtime delay on task 0 with period 1000000
Category: QtPyVCP

- The Egyptian
- The Egyptian
24 Oct 2024 18:05
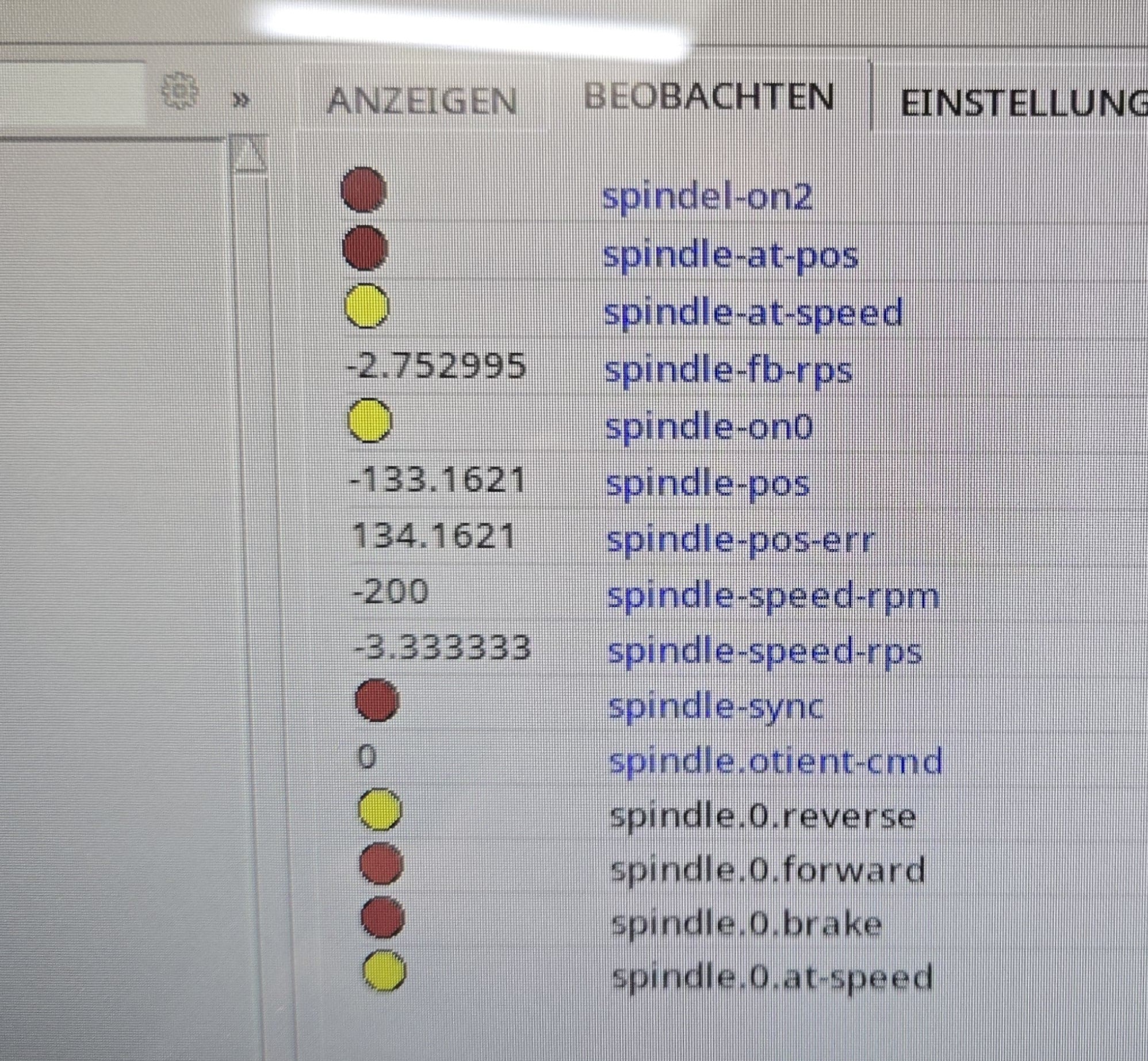
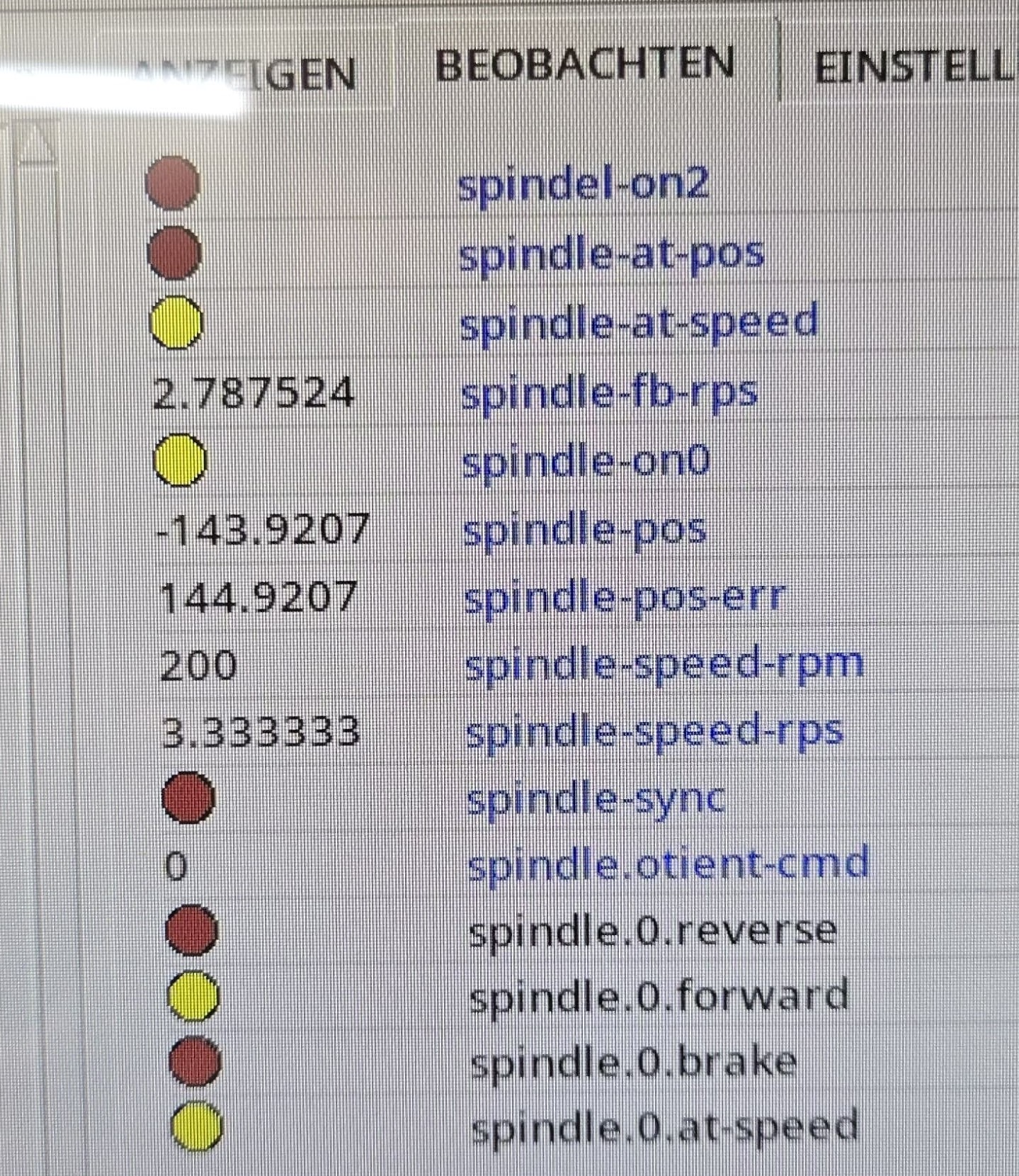
Replied by The Egyptian on topic About lathe spindle encoder
About lathe spindle encoder
Category: General LinuxCNC Questions
- Lcvette

24 Oct 2024 17:59
Replied by Lcvette on topic Unexpected realtime delay on task 0 with period 1000000
Unexpected realtime delay on task 0 with period 1000000
Category: QtPyVCP
- mylastpolo
- mylastpolo
24 Oct 2024 17:54 - 24 Oct 2024 17:59
Fanuc Servos Single Phase was created by mylastpolo
Fanuc Servos Single Phase
Category: Computers and Hardware
- PCW

24 Oct 2024 17:52
Replied by PCW on topic Could use some help with a tandem axis homing issue
Could use some help with a tandem axis homing issue
Category: Basic Configuration
- tiagounderground
- tiagounderground
24 Oct 2024 17:34
Replied by tiagounderground on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- Stran_ge
- Stran_ge
24 Oct 2024 17:32 - 24 Oct 2024 17:48
Spindle servo step/dir Problems was created by Stran_ge
Spindle servo step/dir Problems
Category: Advanced Configuration
- tommylight

24 Oct 2024 17:26
Replied by tommylight on topic Russian machine tool company that uses LinuxCNC with Probe Basic
Russian machine tool company that uses LinuxCNC with Probe Basic
Category: QtPyVCP
- Aciera

24 Oct 2024 17:20
Replied by Aciera on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- tommylight
24 Oct 2024 17:18
Replied by tommylight on topic Could use some help with a tandem axis homing issue
Could use some help with a tandem axis homing issue
Category: Basic Configuration
- tommylight
24 Oct 2024 17:01
Replied by tommylight on topic Base Thread Over 100k
Base Thread Over 100k
Category: General LinuxCNC Questions
- Lcvette
24 Oct 2024 17:00
Replied by Lcvette on topic Question on Step 4 of the APT install instructions
Question on Step 4 of the APT install instructions
Category: QtPyVCP
- tiagounderground
- tiagounderground
24 Oct 2024 16:58 - 24 Oct 2024 17:14
Replied by tiagounderground on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- Lcvette
24 Oct 2024 16:57
Replied by Lcvette on topic Russian machine tool company that uses LinuxCNC with Probe Basic
Russian machine tool company that uses LinuxCNC with Probe Basic
Category: QtPyVCP
Time to create page: 1.163 seconds