Search Results (Searched for: )
- tommylight

13 Jun 2026 00:59
Replied by tommylight on topic Keyboard Jogging Problems!!!.
Keyboard Jogging Problems!!!.
Category: General LinuxCNC Questions
- +Jan+
- +Jan+
12 Jun 2026 22:07
Replied by +Jan+ on topic Keyboard Jogging Problems!!!.
Keyboard Jogging Problems!!!.
Category: General LinuxCNC Questions
- djdelorie
- djdelorie
12 Jun 2026 21:34
Replied by djdelorie on topic How to enter tool lenght
How to enter tool lenght
Category: General LinuxCNC Questions
- Fastfred
- Fastfred
12 Jun 2026 21:24 - 12 Jun 2026 21:25
Replied by Fastfred on topic How to enter tool lenght
How to enter tool lenght
Category: General LinuxCNC Questions
- Dan.Aguedo
- Dan.Aguedo
12 Jun 2026 20:20
- hermano
- hermano
12 Jun 2026 18:39
neuer linux cnc nutzer hat probleme mit steuerkarte was created by hermano
neuer linux cnc nutzer hat probleme mit steuerkarte
Category: Deutsch
- Aciera

12 Jun 2026 17:34 - 12 Jun 2026 17:36
- marq_torque

12 Jun 2026 11:47
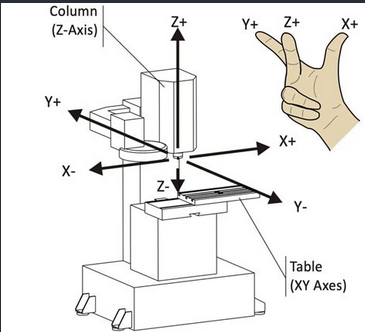
Replied by marq_torque on topic 5 Axis ParPort Stepper Setup with RTCP
5 Axis ParPort Stepper Setup with RTCP
Category: Advanced Configuration
- RJB510
- RJB510
12 Jun 2026 09:14 - 14 Jun 2026 00:24
Replied by RJB510 on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- RJB510
- RJB510
12 Jun 2026 09:09
Replied by RJB510 on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- marq_torque
12 Jun 2026 08:43
Replied by marq_torque on topic 5 Axis ParPort Stepper Setup with RTCP
5 Axis ParPort Stepper Setup with RTCP
Category: Advanced Configuration
- billykid

12 Jun 2026 06:50
- tommylight
12 Jun 2026 00:04
- tommylight
12 Jun 2026 00:00
Replied by tommylight on topic Where do I find ARC starting signal - Stahlwerk CUT 60 P Digital
Where do I find ARC starting signal - Stahlwerk CUT 60 P Digital
Category: Plasma & Laser
- rodw

11 Jun 2026 23:09
Replied by rodw on topic Where do I find ARC starting signal - Stahlwerk CUT 60 P Digital
Where do I find ARC starting signal - Stahlwerk CUT 60 P Digital
Category: Plasma & Laser
Time to create page: 0.263 seconds