Search Results (Searched for: )
- JT

08 Apr 2025 15:01
- Muecke

08 Apr 2025 14:58
- pgf
- pgf
08 Apr 2025 14:47
- pgf
- pgf
08 Apr 2025 14:44
") Once I find my way around the docs, I think I'll be fine. Thanks for the INI file pointer.
Once I find my way around the docs, I think I'll be fine. Thanks for the INI file pointer.- JT
08 Apr 2025 14:36
- JT
08 Apr 2025 14:35
- PCW

08 Apr 2025 14:27 - 08 Apr 2025 17:19
Replied by PCW on topic Mesa 7i96s TTL Encoder Question
Mesa 7i96s TTL Encoder Question
Category: General LinuxCNC Questions
- Lampje
- Lampje
08 Apr 2025 14:26
- blazini36
- blazini36
08 Apr 2025 14:18 - 08 Apr 2025 14:19
Replied by blazini36 on topic Best cam software to use for plasma cutting
Best cam software to use for plasma cutting
Category: CAD CAM
- pgf
- pgf
08 Apr 2025 14:12
- blazini36
- blazini36
08 Apr 2025 14:02
Replied by blazini36 on topic What are the chances of getting this setup working?
What are the chances of getting this setup working?
Category: Pick and Place
- behai
- behai
08 Apr 2025 13:42
- blazini36
- blazini36
08 Apr 2025 13:42

- zarfld
- zarfld
08 Apr 2025 13:04 - 10 Apr 2025 14:50
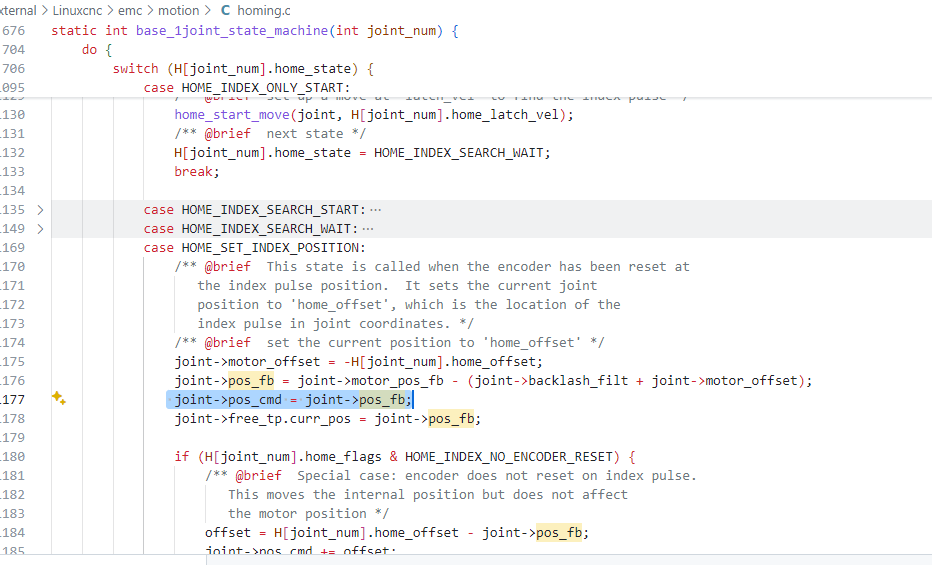
Replied by zarfld on topic Pokeys_homecomp EncoderSearch / Encoder Arm Topic: Pos_Fb Following errors
Pokeys_homecomp EncoderSearch / Encoder Arm Topic: Pos_Fb Following errors
Category: HAL
- looping
- looping
08 Apr 2025 12:52
Time to create page: 0.602 seconds