Search Results (Searched for: )
- robh
- robh
12 Jan 2025 11:53
- rodw

12 Jan 2025 11:36
- HansU

12 Jan 2025 11:34
Replied by HansU on topic Problem with macro in MDI mode
Problem with macro in MDI mode
Category: Gmoccapy
- rodw
12 Jan 2025 11:33
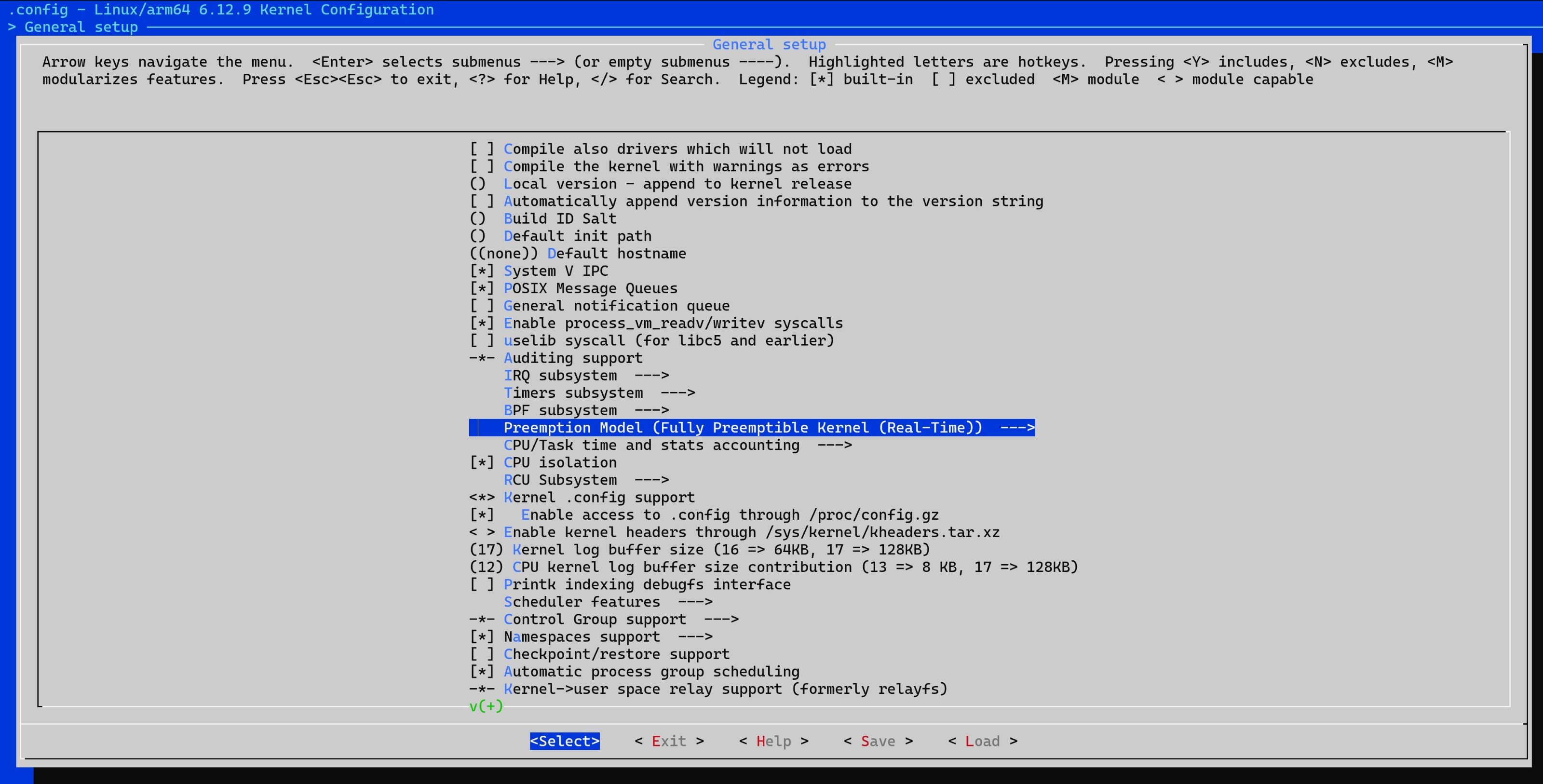
Replied by rodw on topic Real-time kerel not detected on patched 6.12
Real-time kerel not detected on patched 6.12
Category: General LinuxCNC Questions
- HansU
12 Jan 2025 11:32 - 12 Jan 2025 11:32
Replied by HansU on topic Change color of SpeedControl widget using css
Change color of SpeedControl widget using css
Category: Gmoccapy
- HansU
- royka
- royka
12 Jan 2025 11:11 - 12 Jan 2025 11:20
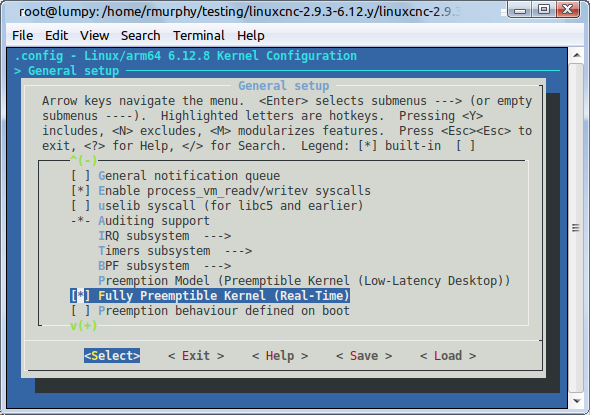
Replied by royka on topic Real-time kerel not detected on patched 6.12
Real-time kerel not detected on patched 6.12
Category: General LinuxCNC Questions
- HansU
12 Jan 2025 11:04
Replied by HansU on topic Unwanted actions with a touch screen
Unwanted actions with a touch screen
Category: Gmoccapy
- blazini36
- blazini36
12 Jan 2025 11:03
Replied by blazini36 on topic Flex GUI Stylesheet Builder
Flex GUI Stylesheet Builder
Category: Flex GUI
- HansU
12 Jan 2025 11:02
Replied by HansU on topic Duplicate settings in Pref File
Duplicate settings in Pref File
Category: Gmoccapy
- JT

12 Jan 2025 10:43
- Cant do this anymore bye all

12 Jan 2025 10:36
Replied by Cant do this anymore bye all on topic Real-time kerel not detected on patched 6.12
Real-time kerel not detected on patched 6.12
Category: General LinuxCNC Questions
- JT
12 Jan 2025 10:35
- Cant do this anymore bye all
12 Jan 2025 10:11
Replied by Cant do this anymore bye all on topic RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
Category: Installing LinuxCNC
- Aciera

12 Jan 2025 10:06
Time to create page: 1.963 seconds