Search Results (Searched for: )
- gardenweazel

08 Jul 2024 21:29
- PCW

08 Jul 2024 21:19
Replied by PCW on topic BLDC component with 8i20 - how to get to work?
BLDC component with 8i20 - how to get to work?
Category: Driver Boards
- redeye_joe

08 Jul 2024 21:04
Replied by redeye_joe on topic use a older snapon plasma50 for DIY CNC
use a older snapon plasma50 for DIY CNC
Category: Plasmac
- HerrNamenlos123

08 Jul 2024 20:50
Replied by HerrNamenlos123 on topic How to diagnose crashing LinuxCNC
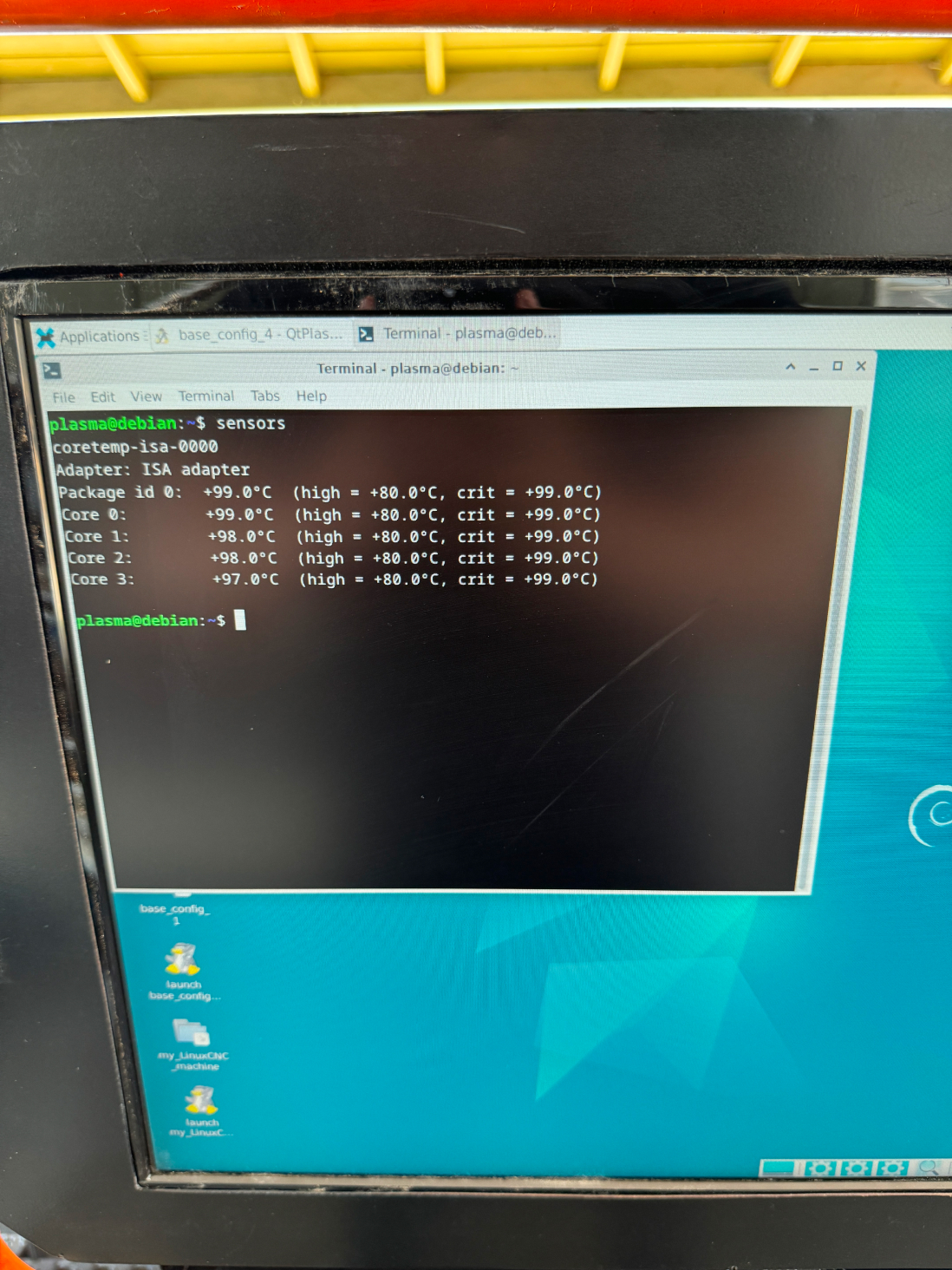
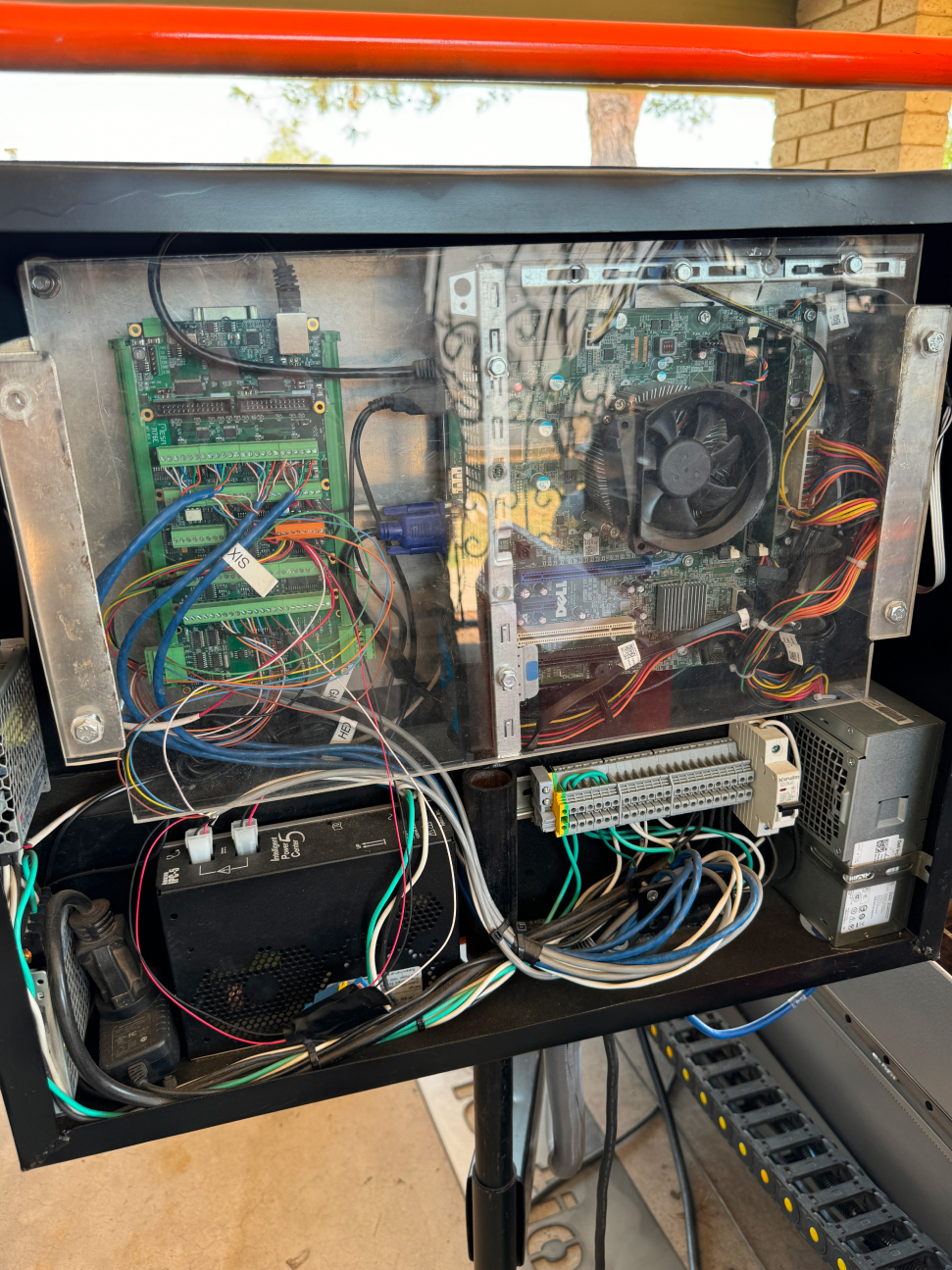
How to diagnose crashing LinuxCNC
Category: Installing LinuxCNC
- viesturs.lacis
- viesturs.lacis
08 Jul 2024 20:41 - 08 Jul 2024 20:41
Replied by viesturs.lacis on topic BLDC component with 8i20 - how to get to work?
BLDC component with 8i20 - how to get to work?
Category: Driver Boards
- Grotius

08 Jul 2024 20:36
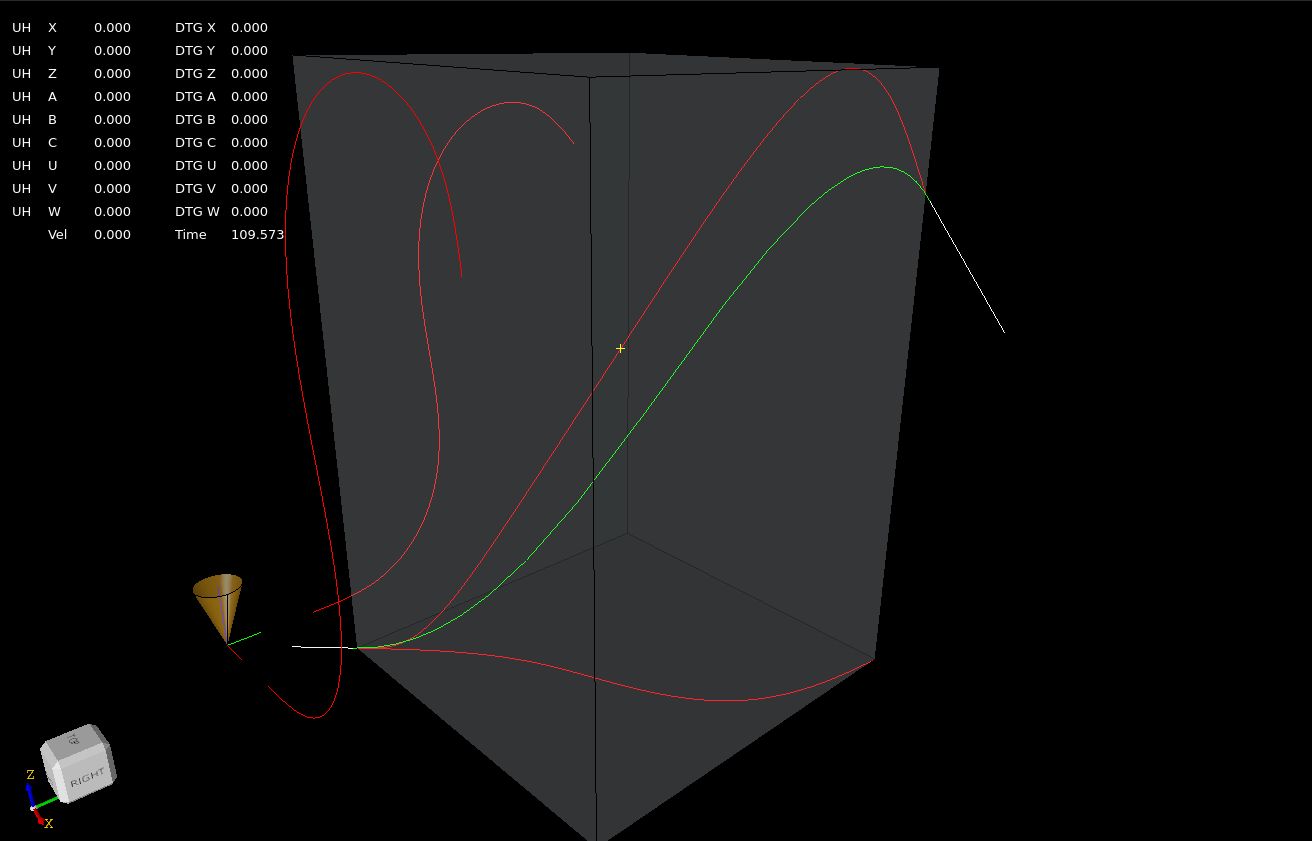
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Grotius
08 Jul 2024 20:35
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- RMJ fabrication
- RMJ fabrication
08 Jul 2024 20:32
Replied by RMJ fabrication on topic qtplasmac (Operation Error: hm2/hm2_7i76e.0:) in middle of cut
qtplasmac (Operation Error: hm2/hm2_7i76e.0:) in middle of cut
Category: Plasmac
- Grotius
08 Jul 2024 20:18
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- rodw

08 Jul 2024 20:17
Replied by rodw on topic Override set_default_blending
Override set_default_blending
Category: Plasmac
- andypugh

08 Jul 2024 20:13
Replied by andypugh on topic Data transfer LinuxCNC to / from custom board - Solved
Data transfer LinuxCNC to / from custom board - Solved
Category: Advanced Configuration
- meister
- meister
08 Jul 2024 20:05
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- Cant do this anymore bye all

08 Jul 2024 20:03
Replied by Cant do this anymore bye all on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- HerrNamenlos123
08 Jul 2024 19:46 - 08 Jul 2024 19:51
How to diagnose crashing LinuxCNC was created by HerrNamenlos123
How to diagnose crashing LinuxCNC
Category: Installing LinuxCNC
- ffffrf
- ffffrf
08 Jul 2024 19:32 - 08 Jul 2024 19:35
Replied by ffffrf on topic Controlling mains 0-9v sherline lathe spindle mesa 7i96s
Controlling mains 0-9v sherline lathe spindle mesa 7i96s
Category: Turning
Time to create page: 0.766 seconds