Search Results (Searched for: )
- TangentAudio
- TangentAudio
20 May 2024 16:55
Replied by TangentAudio on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- MarkoPolo
- MarkoPolo
20 May 2024 16:41 - 21 May 2024 11:26
Replied by MarkoPolo on topic Error in tool_offsetview.py
Error in tool_offsetview.py
Category: Qtvcp
- Domsku
20 May 2024 16:22
MB2HAL with VFD and Arduino was created by Domsku
MB2HAL with VFD and Arduino
Category: Advanced Configuration
- andrew2085
- andrew2085
20 May 2024 16:06
Replied by andrew2085 on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- TangentAudio
- TangentAudio
20 May 2024 15:04
Replied by TangentAudio on topic Dual PID loops with motor encoder + scale encoder per axis
Dual PID loops with motor encoder + scale encoder per axis
Category: Advanced Configuration
- Tinine
- Tinine
20 May 2024 14:39
Replied by Tinine on topic Dual PID loops with motor encoder + scale encoder per axis
Dual PID loops with motor encoder + scale encoder per axis
Category: Advanced Configuration


- PCW

20 May 2024 14:24
- TangentAudio
- TangentAudio
20 May 2024 14:23
Replied by TangentAudio on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Ludwig
- Ludwig
20 May 2024 14:18
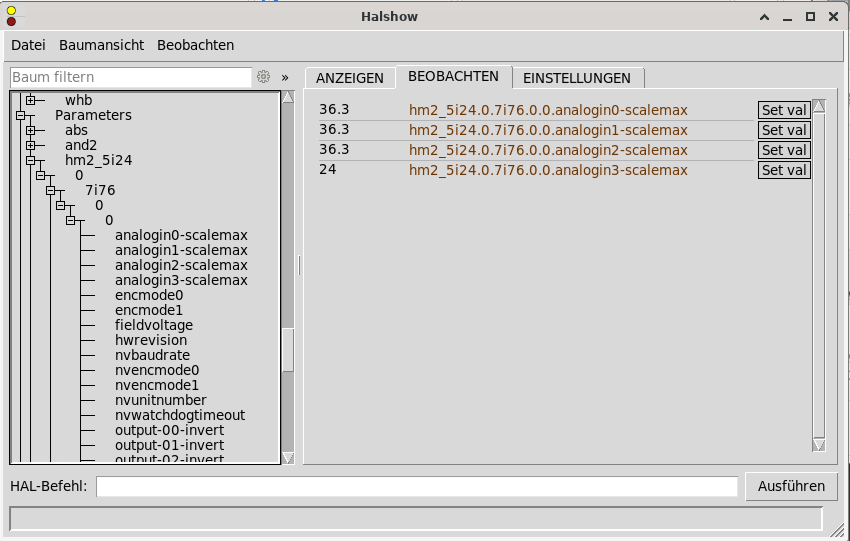
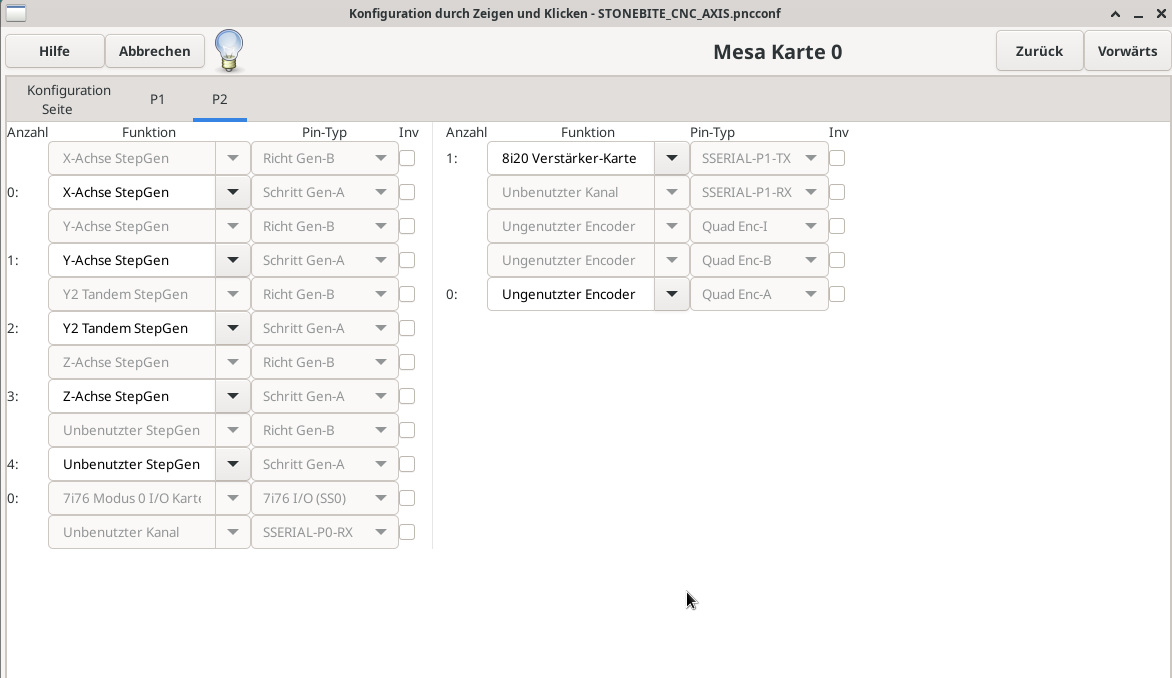
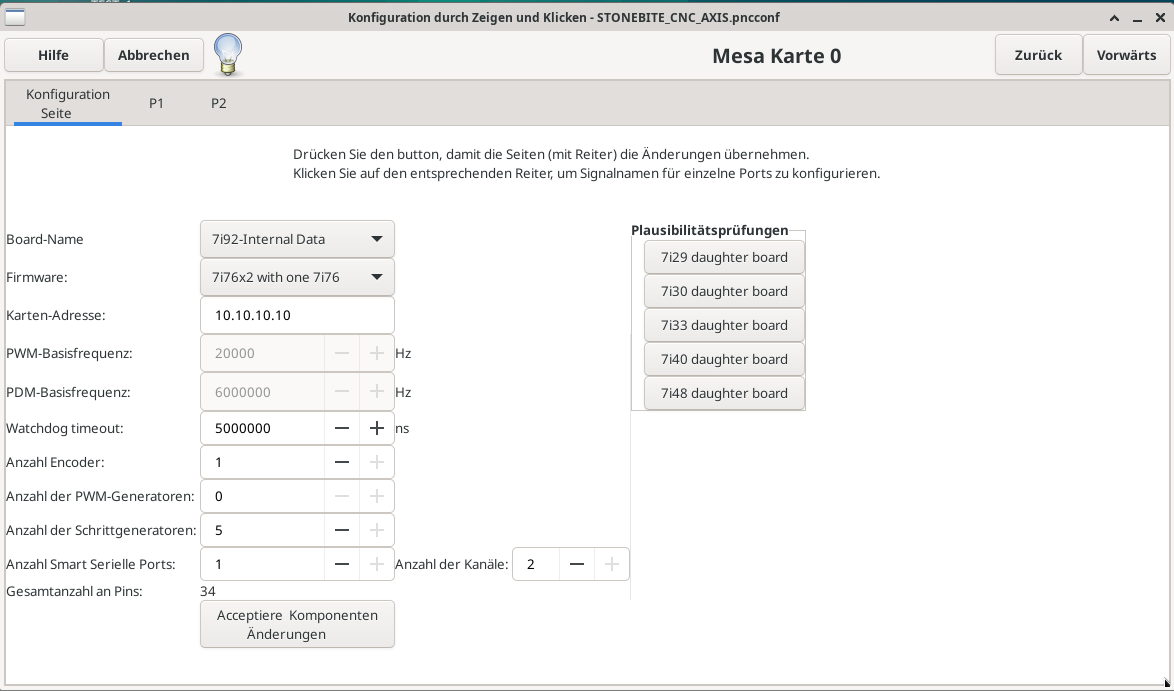
- stonebite
- stonebite
20 May 2024 14:07 - 20 May 2024 14:13
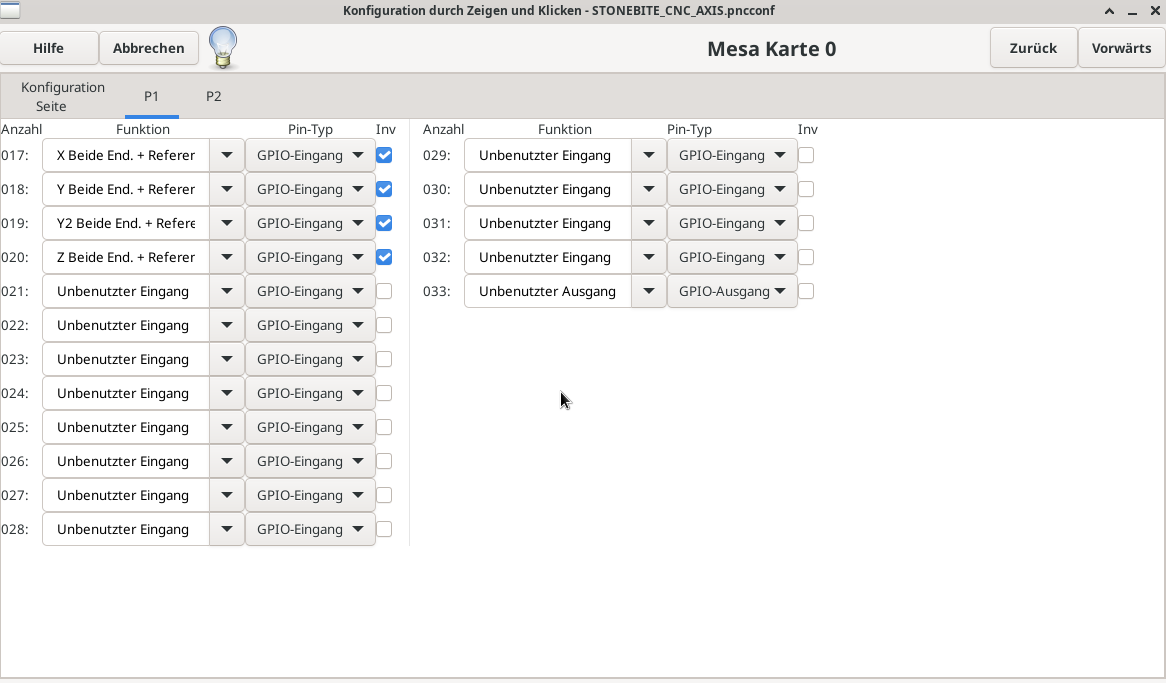
Replied by stonebite on topic PNCconf 7i92H and 7i76
PNCconf 7i92H and 7i76
Category: PnCConf Wizard
- strahlensauger

20 May 2024 13:44
Replied by strahlensauger on topic I can no longer access a Linuxcnc page
I can no longer access a Linuxcnc page
Category: LinuxCNC Documents
- rodw

20 May 2024 13:34
Replied by rodw on topic help with component creation
help with component creation
Category: General LinuxCNC Questions
- rodw
20 May 2024 13:21
Replied by rodw on topic I can no longer access a Linuxcnc page
I can no longer access a Linuxcnc page
Category: LinuxCNC Documents
- Grotius

20 May 2024 13:21
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions

- PCW
20 May 2024 13:19
Time to create page: 0.530 seconds