Search Results (Searched for: )
- raafra111
- raafra111
08 Apr 2026 18:30
Replied by raafra111 on topic AX5201 does not change to SAFEOP / OP
AX5201 does not change to SAFEOP / OP
Category: EtherCAT
- JohnnyBeluga
- JohnnyBeluga
08 Apr 2026 18:13
Replied by JohnnyBeluga on topic Firmware request: 7i96S + 7i89 on P1 with pktuart
Firmware request: 7i96S + 7i89 on P1 with pktuart
Category: Driver Boards
- Dudelbert
- Dudelbert
08 Apr 2026 17:39
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- RotarySMP

08 Apr 2026 17:26
Replied by RotarySMP on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- bobwolf
- bobwolf
08 Apr 2026 17:23
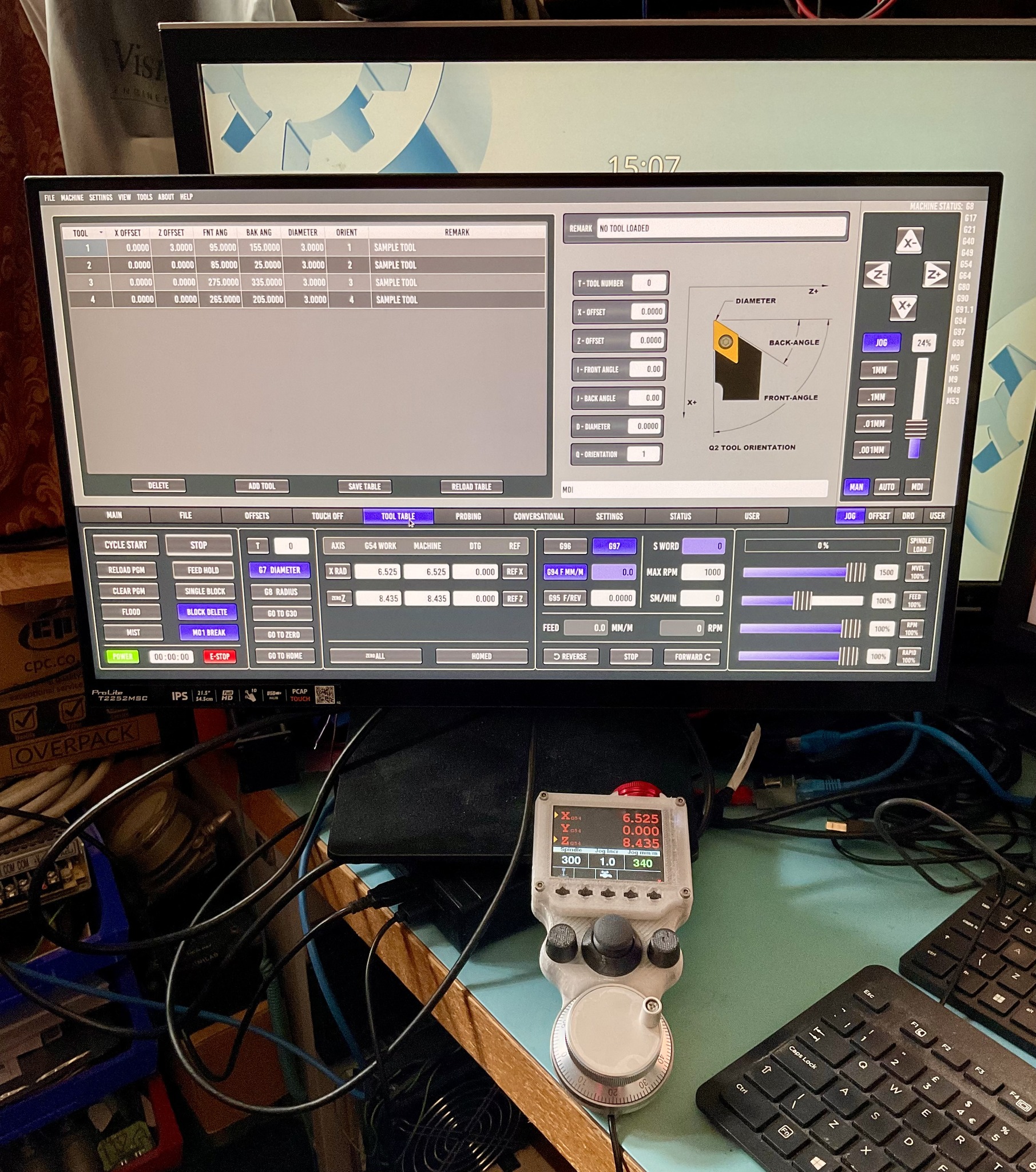
Replied by bobwolf on topic Solving the USB Latency Dogma for HMI/MPG: Technical Feedback Request
Solving the USB Latency Dogma for HMI/MPG: Technical Feedback Request
Category: Driver Boards
- tommylight

08 Apr 2026 16:51
Replied by tommylight on topic Water depth, slats, and underwater cutting
Water depth, slats, and underwater cutting
Category: Plasma & Laser
") With no permit or any paper!
With no permit or any paper!- tommylight
08 Apr 2026 16:45
Replied by tommylight on topic Commands Not Completing As Written
Commands Not Completing As Written
Category: General LinuxCNC Questions
- devils4ever
- devils4ever
08 Apr 2026 15:55
Commands Not Completing As Written was created by devils4ever
Commands Not Completing As Written
Category: General LinuxCNC Questions
- spumco
- spumco
08 Apr 2026 15:18
Replied by spumco on topic Water depth, slats, and underwater cutting
Water depth, slats, and underwater cutting
Category: Plasma & Laser
- Dudelbert
- Dudelbert
08 Apr 2026 15:15
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- susan-parker
- susan-parker
08 Apr 2026 14:06
Replied by susan-parker on topic 30 Second timeout before opening and E-Stop button not clicking...
30 Second timeout before opening and E-Stop button not clicking...
Category: QtPyVCP
- dredivan
- dredivan
08 Apr 2026 13:54
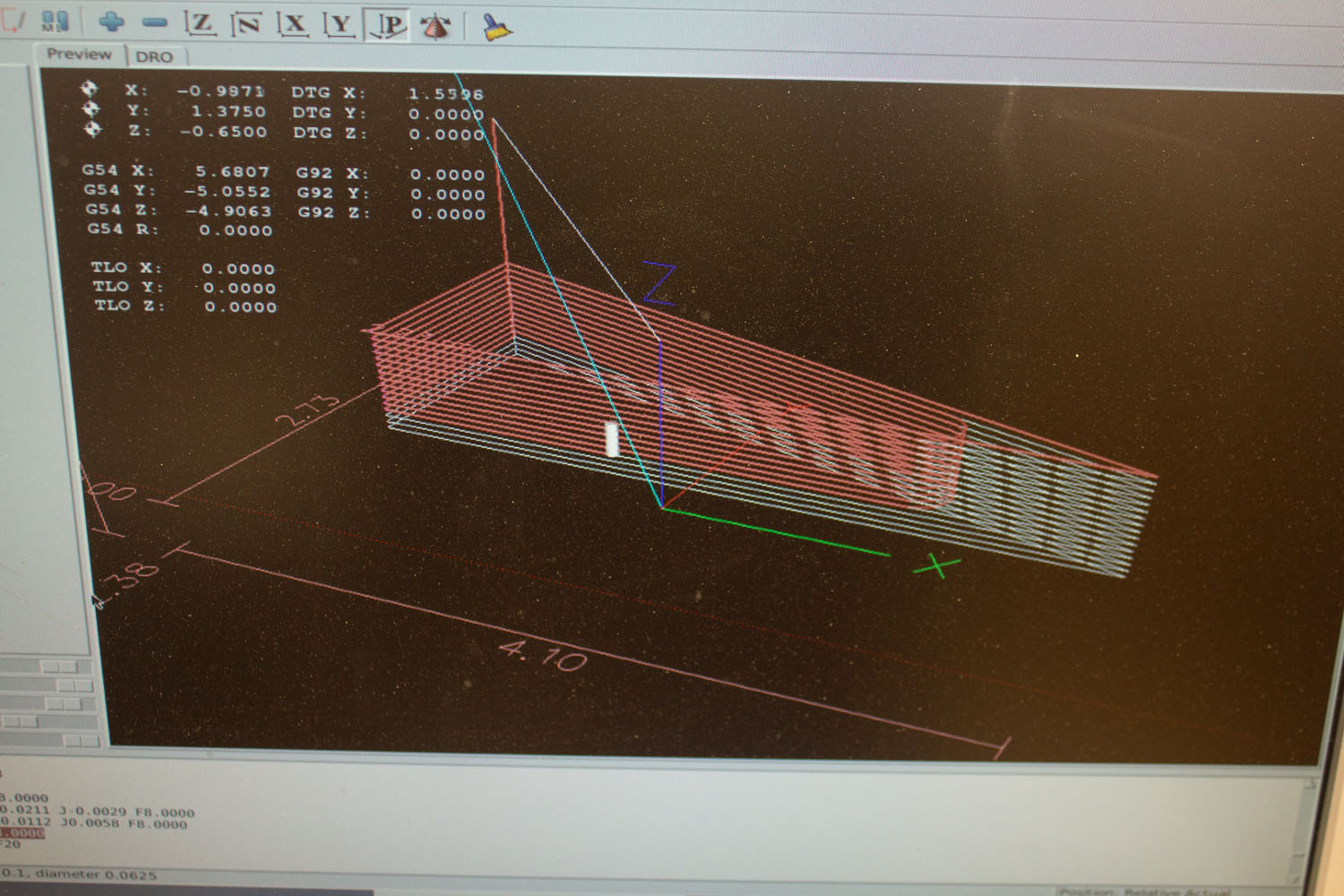
Replied by dredivan on topic Rotary axis backplot — centre of rotation not following WCS offset
Rotary axis backplot — centre of rotation not following WCS offset
Category: General LinuxCNC Questions
- tommylight
08 Apr 2026 13:45
Replied by tommylight on topic Rotary axis backplot — centre of rotation not following WCS offset
Rotary axis backplot — centre of rotation not following WCS offset
Category: General LinuxCNC Questions
- tommylight
08 Apr 2026 13:44
Replied by tommylight on topic Water depth, slats, and underwater cutting
Water depth, slats, and underwater cutting
Category: Plasma & Laser
- rodw

08 Apr 2026 13:41
Time to create page: 1.159 seconds