Search Results (Searched for: )
- Ismacr63
- Ismacr63
26 Jun 2026 21:18
Replied by Ismacr63 on topic I can't reverse the spindle rotation.
I can't reverse the spindle rotation.
Category: Basic Configuration
- tommylight

26 Jun 2026 16:58
Replied by tommylight on topic H100 communications for speed reference using mb2hal modbus
H100 communications for speed reference using mb2hal modbus
Category: General LinuxCNC Questions
- tommylight
26 Jun 2026 16:53
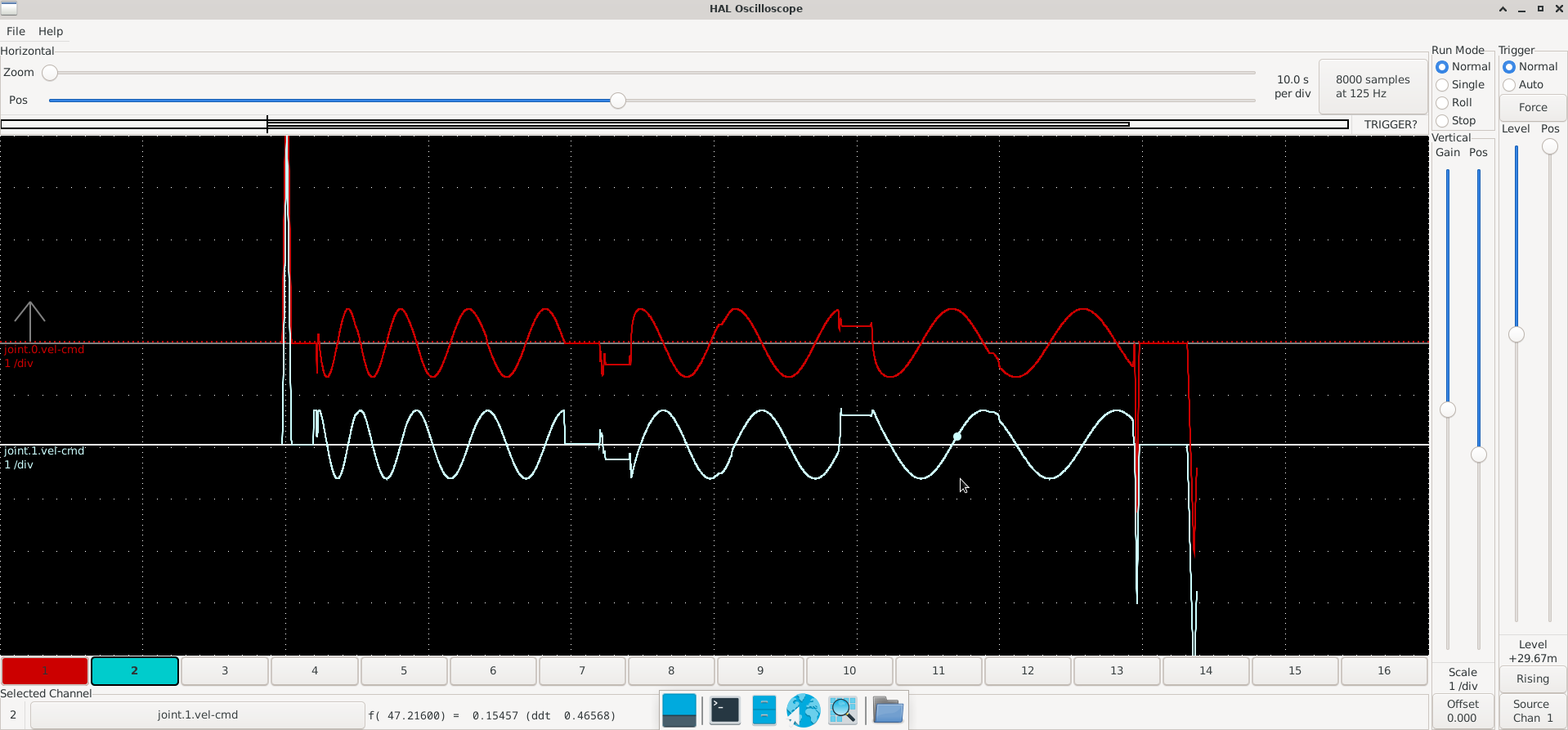
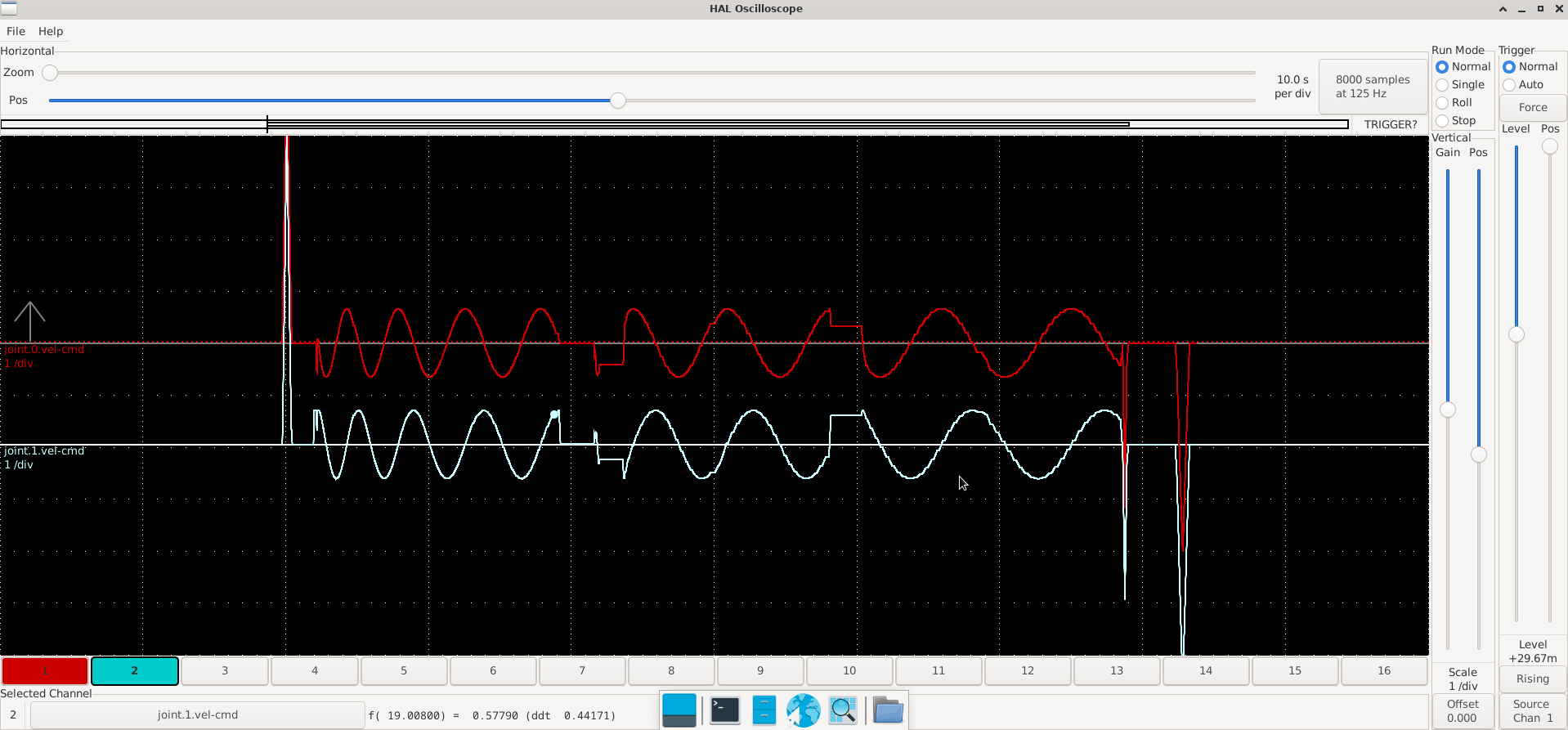
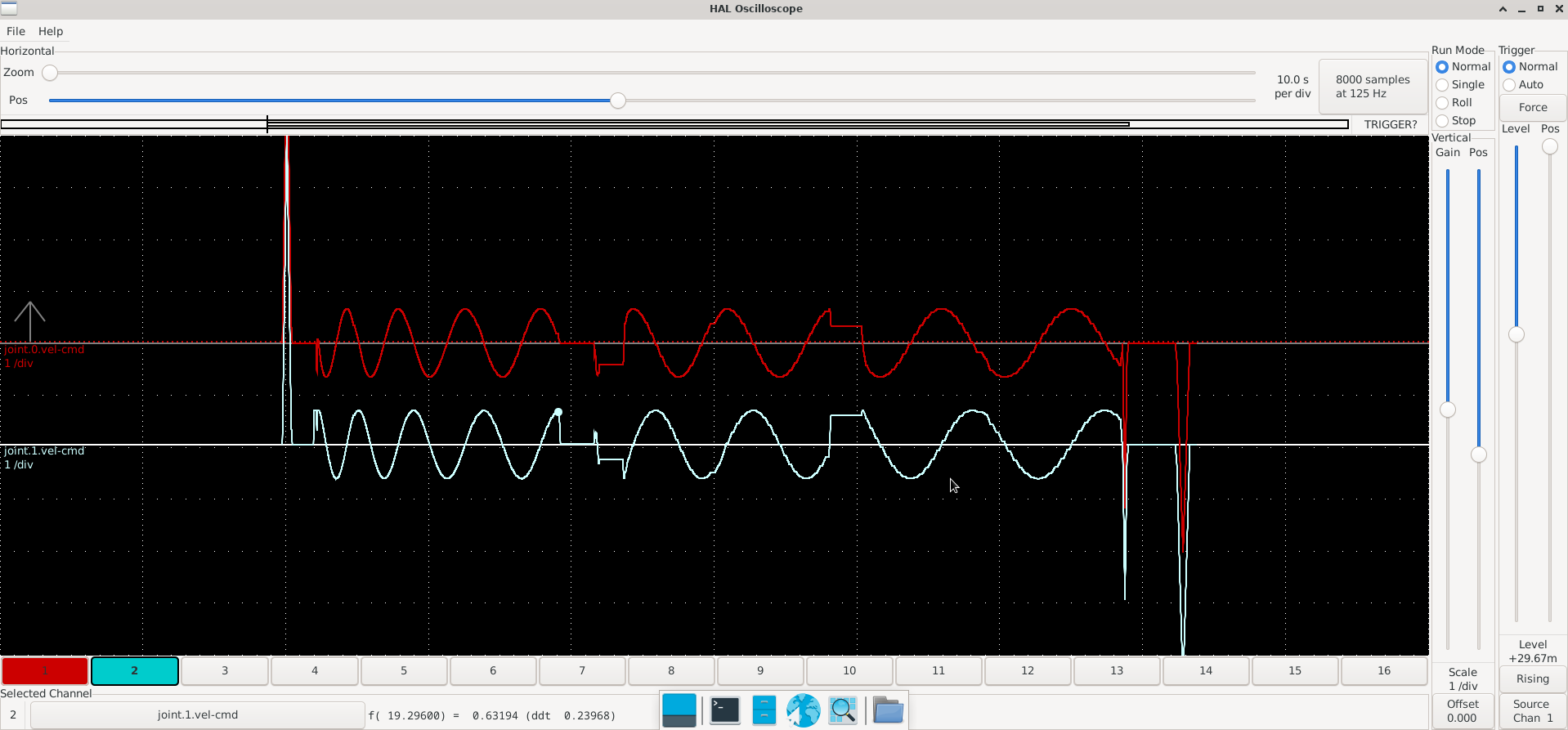
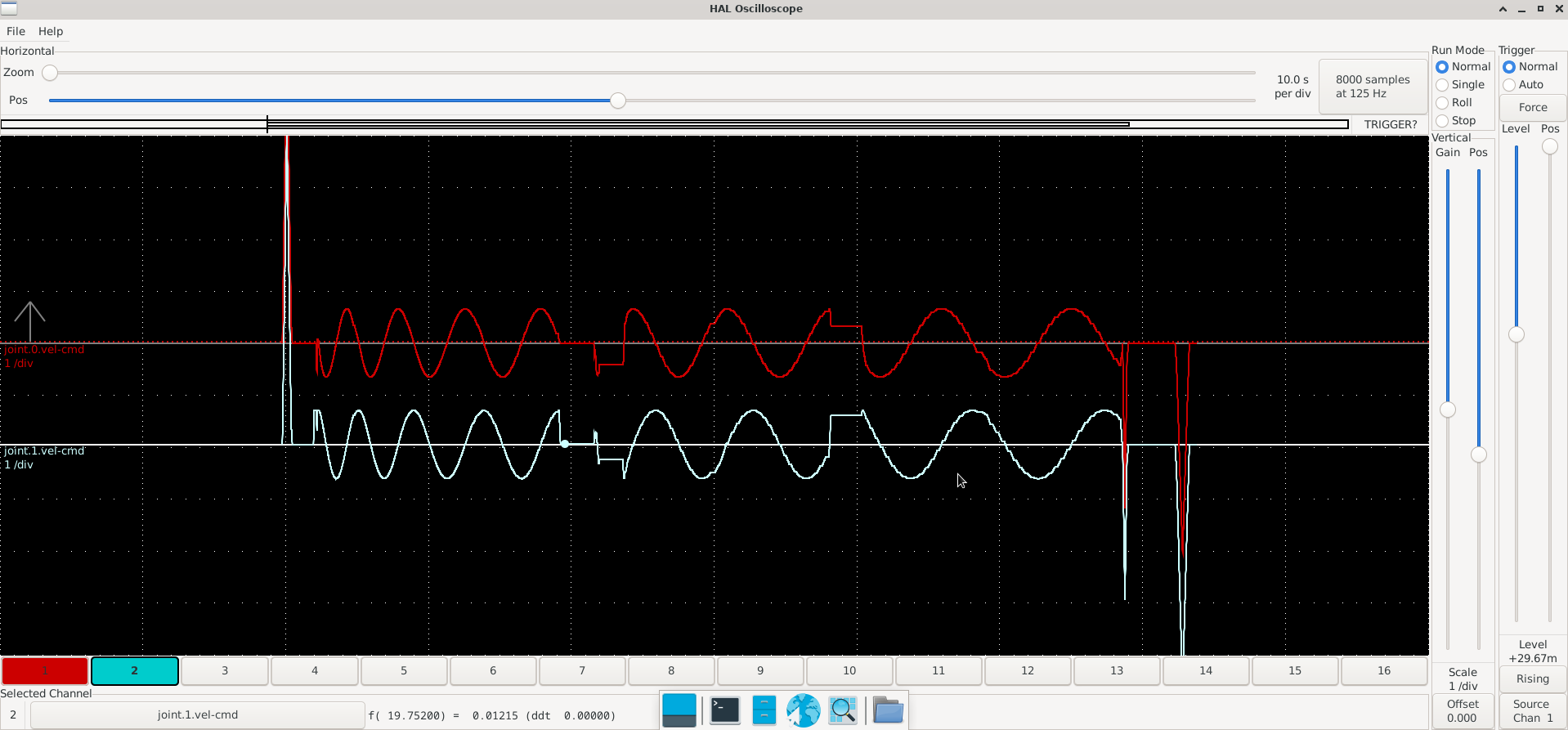
Replied by tommylight on topic Joint speed tracking - motion in danger
Joint speed tracking - motion in danger
Category: Advanced Configuration
- karlhe
- karlhe
26 Jun 2026 16:34
Replied by karlhe on topic Maschine faehrt Endschlter nicht an
Maschine faehrt Endschlter nicht an
Category: General LinuxCNC Questions
- davmer42

26 Jun 2026 16:30
H100 communications for speed reference using mb2hal modbus was created by davmer42
H100 communications for speed reference using mb2hal modbus
Category: General LinuxCNC Questions
- Studi

26 Jun 2026 14:57

- spumco
- spumco
26 Jun 2026 14:06
Replied by spumco on topic G33.1 synchronized tapping problem
G33.1 synchronized tapping problem
Category: General LinuxCNC Questions
- muddiver
- muddiver
26 Jun 2026 13:54 - 26 Jun 2026 14:29
Replied by muddiver on topic Tipps für aktuelle LinuxCNC Hardware gesucht
Tipps für aktuelle LinuxCNC Hardware gesucht
Category: Deutsch
- grandixximo

26 Jun 2026 13:49
Replied by grandixximo on topic G33.1 synchronized tapping problem
G33.1 synchronized tapping problem
Category: General LinuxCNC Questions
- endian

26 Jun 2026 11:27
Replied by endian on topic Joint speed tracking - motion in danger
Joint speed tracking - motion in danger
Category: Advanced Configuration
- Todd Zuercher

26 Jun 2026 11:02
Replied by Todd Zuercher on topic Joint speed tracking - motion in danger
Joint speed tracking - motion in danger
Category: Advanced Configuration
- Todd Zuercher
26 Jun 2026 10:52 - 26 Jun 2026 11:13
Replied by Todd Zuercher on topic Joint speed tracking - motion in danger
Joint speed tracking - motion in danger
Category: Advanced Configuration
- Todd Zuercher
26 Jun 2026 10:32 - 26 Jun 2026 10:34
Replied by Todd Zuercher on topic Joint speed tracking - motion in danger
Joint speed tracking - motion in danger
Category: Advanced Configuration
- deltafox24
- deltafox24
26 Jun 2026 10:13
Replied by deltafox24 on topic EtherCat - CATIO module Help
EtherCat - CATIO module Help
Category: EtherCAT
- deltafox24
- deltafox24
26 Jun 2026 10:05
Replied by deltafox24 on topic Rotary axis in Qtdragon_hd
Rotary axis in Qtdragon_hd
Category: Qtvcp
Time to create page: 0.288 seconds