Search Results (Searched for: )
- jarcysgru
- jarcysgru
15 Jun 2026 16:22 - 15 Jun 2026 16:26
Replied by jarcysgru on topic Ucięty widok AXIS
Ucięty widok AXIS
Category: General LinuxCNC Questions
- fer662
- fer662
15 Jun 2026 15:57
Replied by fer662 on topic Setting up the Stepperonline A6 battery encoder cable
Setting up the Stepperonline A6 battery encoder cable
Category: EtherCAT
- tommylight

15 Jun 2026 14:19
Replied by tommylight on topic Retrofit of machine
Retrofit of machine
Category: General LinuxCNC Questions
- tommylight
15 Jun 2026 14:10
Replied by tommylight on topic Ucięty widok AXIS
Ucięty widok AXIS
Category: General LinuxCNC Questions
- dredivan
- dredivan
15 Jun 2026 13:38 - 15 Jun 2026 13:39
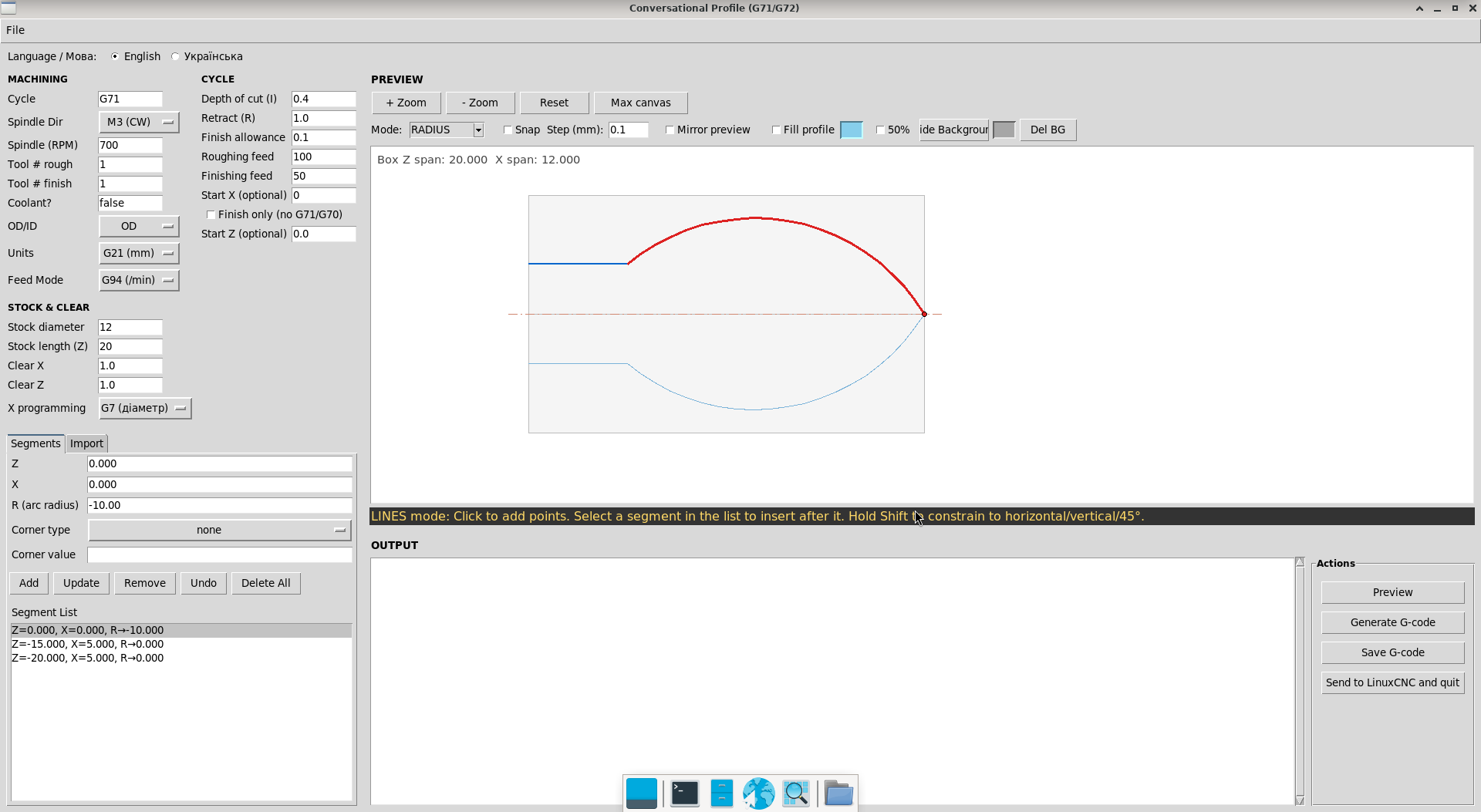
Replied by dredivan on topic Simple G7x Profile editor for Linuxcnc/Axis
Simple G7x Profile editor for Linuxcnc/Axis
Category: AXIS
- Buzzcut
- Buzzcut
15 Jun 2026 12:49
Replied by Buzzcut on topic manual tool change with tool length probe
manual tool change with tool length probe
Category: G&M Codes
- meister
- meister
15 Jun 2026 12:21
Replied by meister on topic einfache visualisierung der hal
einfache visualisierung der hal
Category: Deutsch
- andrax

15 Jun 2026 12:17
Replied by andrax on topic Retrofit of machine
Retrofit of machine
Category: General LinuxCNC Questions
- asdqweqweqg
- asdqweqweqg
15 Jun 2026 11:39
Retrofit of machine was created by asdqweqweqg
Retrofit of machine
Category: General LinuxCNC Questions
- billykid

15 Jun 2026 09:52
- opw
- opw
15 Jun 2026 08:59 - 15 Jun 2026 09:01
Replied by opw on topic Simple G7x Profile editor for Linuxcnc/Axis
Simple G7x Profile editor for Linuxcnc/Axis
Category: AXIS
- Aciera

15 Jun 2026 07:12
Replied by Aciera on topic 5 Axis ParPort Stepper Setup with RTCP
5 Axis ParPort Stepper Setup with RTCP
Category: Advanced Configuration
- rodw

15 Jun 2026 06:53
- Aciera
15 Jun 2026 06:38
Replied by Aciera on topic please help five Axis with Vismach simulation and Mesa 7i96S
please help five Axis with Vismach simulation and Mesa 7i96S
Category: General LinuxCNC Questions
- timo
- timo
15 Jun 2026 06:07 - 15 Jun 2026 06:11
Replied by timo on topic neuer linux cnc nutzer hat probleme mit steuerkarte
neuer linux cnc nutzer hat probleme mit steuerkarte
Category: Deutsch
Time to create page: 0.461 seconds