Search Results (Searched for: )
- Nest
16 Nov 2025 12:50
- abs32
- abs32
16 Nov 2025 12:48
Replied by abs32 on topic v2.9 and not the perpendicularity of X and Y
v2.9 and not the perpendicularity of X and Y
Category: General LinuxCNC Questions
- Aciera

16 Nov 2025 12:37
Replied by Aciera on topic v2.9 and not the perpendicularity of X and Y
v2.9 and not the perpendicularity of X and Y
Category: General LinuxCNC Questions
- Aciera
16 Nov 2025 12:17
Replied by Aciera on topic probe_basic_postgui.hal conflicts with my gamepad*.hal
probe_basic_postgui.hal conflicts with my gamepad*.hal
Category: QtPyVCP
- juergen-home
- juergen-home
16 Nov 2025 12:02
probe_basic_postgui.hal conflicts with my gamepad*.hal was created by juergen-home
probe_basic_postgui.hal conflicts with my gamepad*.hal
Category: QtPyVCP
- gravedigger
- gravedigger
16 Nov 2025 09:50
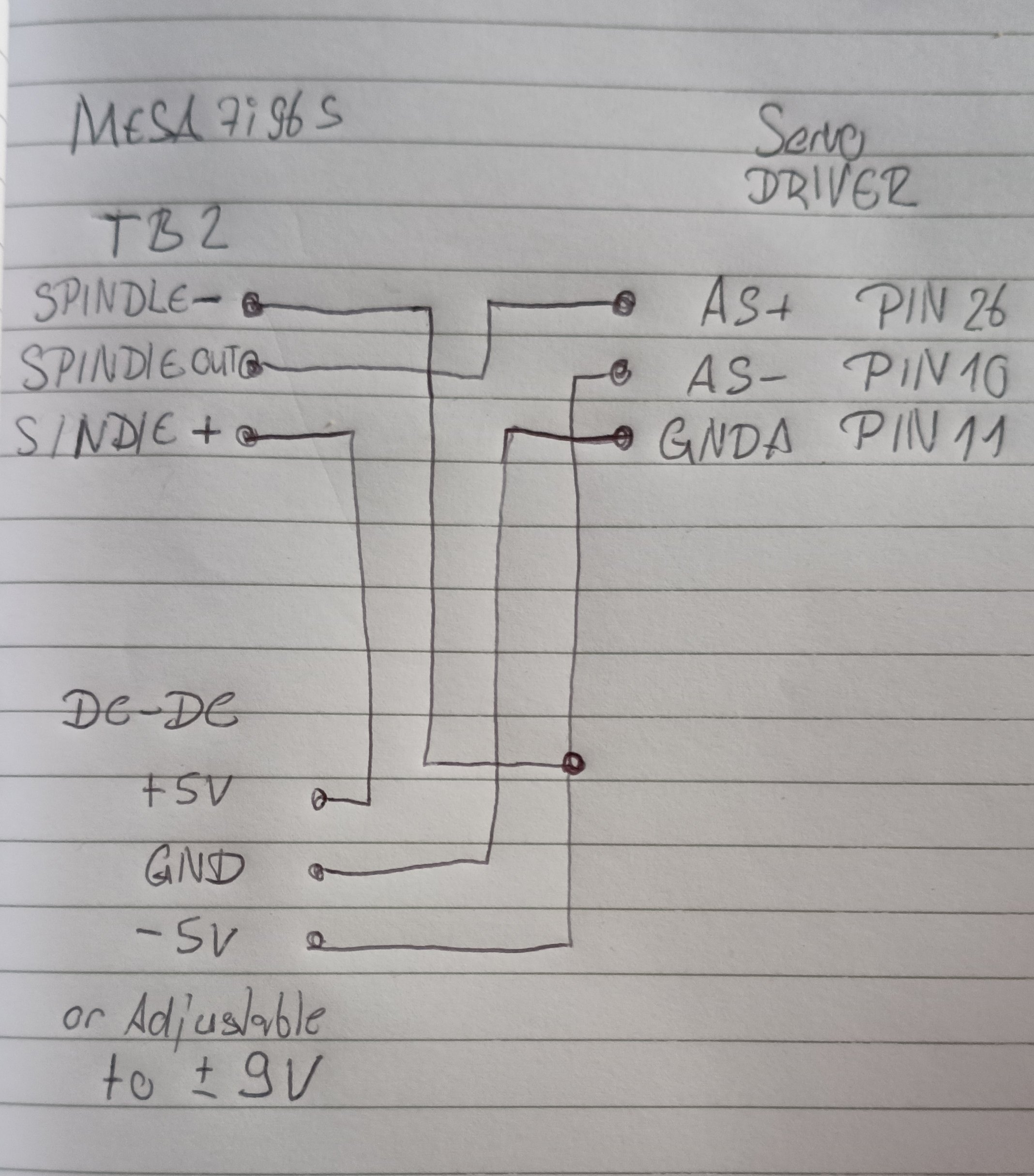
Replied by gravedigger on topic 7i96 with analog Spindle Servo
7i96 with analog Spindle Servo
Category: Driver Boards
- Masiwood123

16 Nov 2025 07:29
Replied by Masiwood123 on topic MesaCT 7i96s + 7i77
MesaCT 7i96s + 7i77
Category: Configuration Tools
- abs32
- abs32
16 Nov 2025 07:28 - 22 Nov 2025 10:11
v2.9 and not the perpendicularity of X and Y was created by abs32
v2.9 and not the perpendicularity of X and Y
Category: General LinuxCNC Questions
- rodw

16 Nov 2025 06:13
Replied by rodw on topic 2.9.4 7i96s - pendant doesn't go active until after a MDI move is made
2.9.4 7i96s - pendant doesn't go active until after a MDI move is made
Category: HAL
- mooser
- mooser
16 Nov 2025 03:25
Replied by mooser on topic 2.9.4 7i96s - pendant doesn't go active until after a MDI move is made
2.9.4 7i96s - pendant doesn't go active until after a MDI move is made
Category: HAL
- unknown
- unknown
16 Nov 2025 02:57
Replied by unknown on topic Fixing Menus, if it's something you find annoying
Fixing Menus, if it's something you find annoying
Category: Installing LinuxCNC
- unknown
- unknown
16 Nov 2025 02:52
Replied by unknown on topic 2.9.5 should not be available to download due to it being broken.
2.9.5 should not be available to download due to it being broken.
Category: Installing LinuxCNC
- unknown
- unknown
16 Nov 2025 02:30 - 16 Nov 2025 02:33
Replied by unknown on topic I think StepConf does not work for my installation?
I think StepConf does not work for my installation?
Category: StepConf Wizard
- unknown
- unknown
16 Nov 2025 02:20
Replied by unknown on topic Experimental raspios Linuxcnc Trixie images.
Experimental raspios Linuxcnc Trixie images.
Category: Installing LinuxCNC
- unknown
- unknown
16 Nov 2025 02:19
Replied by unknown on topic 2.9.4 7i96s - pendant doesn't go active until after a MDI move is made
2.9.4 7i96s - pendant doesn't go active until after a MDI move is made
Category: HAL
Time to create page: 5.359 seconds