Search Results (Searched for: )
- SPH

24 Oct 2025 12:13 - 24 Oct 2025 12:14
Replied by SPH on topic Help with Delta E3 Ethercat drives - hal and ethercat-conf.xml
Help with Delta E3 Ethercat drives - hal and ethercat-conf.xml
Category: EtherCAT
- Cooped-Up
- Cooped-Up
24 Oct 2025 12:00
Replied by Cooped-Up on topic Maho MH800e Retrofit Project
Maho MH800e Retrofit Project
Category: Milling Machines
- sparviero

24 Oct 2025 11:57

- rodw

24 Oct 2025 11:56
Replied by rodw on topic Additional hardware-button for coolant
Additional hardware-button for coolant
Category: Gmoccapy
- TripleM
- TripleM
24 Oct 2025 11:46
Replied by TripleM on topic Additional hardware-button for coolant
Additional hardware-button for coolant
Category: Gmoccapy
- Hakan
- Hakan
24 Oct 2025 11:19
Replied by Hakan on topic Help with Delta E3 Ethercat drives - hal and ethercat-conf.xml
Help with Delta E3 Ethercat drives - hal and ethercat-conf.xml
Category: EtherCAT
- scsmith1451

24 Oct 2025 11:17
Replied by scsmith1451 on topic linuxcnc.command().mdi() vs .program_open()
linuxcnc.command().mdi() vs .program_open()
Category: General LinuxCNC Questions
- SPH
24 Oct 2025 10:49 - 24 Oct 2025 10:50
Replied by SPH on topic Help with Delta E3 Ethercat drives - hal and ethercat-conf.xml
Help with Delta E3 Ethercat drives - hal and ethercat-conf.xml
Category: EtherCAT
- Unlogic
- Unlogic
24 Oct 2025 10:31 - 24 Oct 2025 13:29
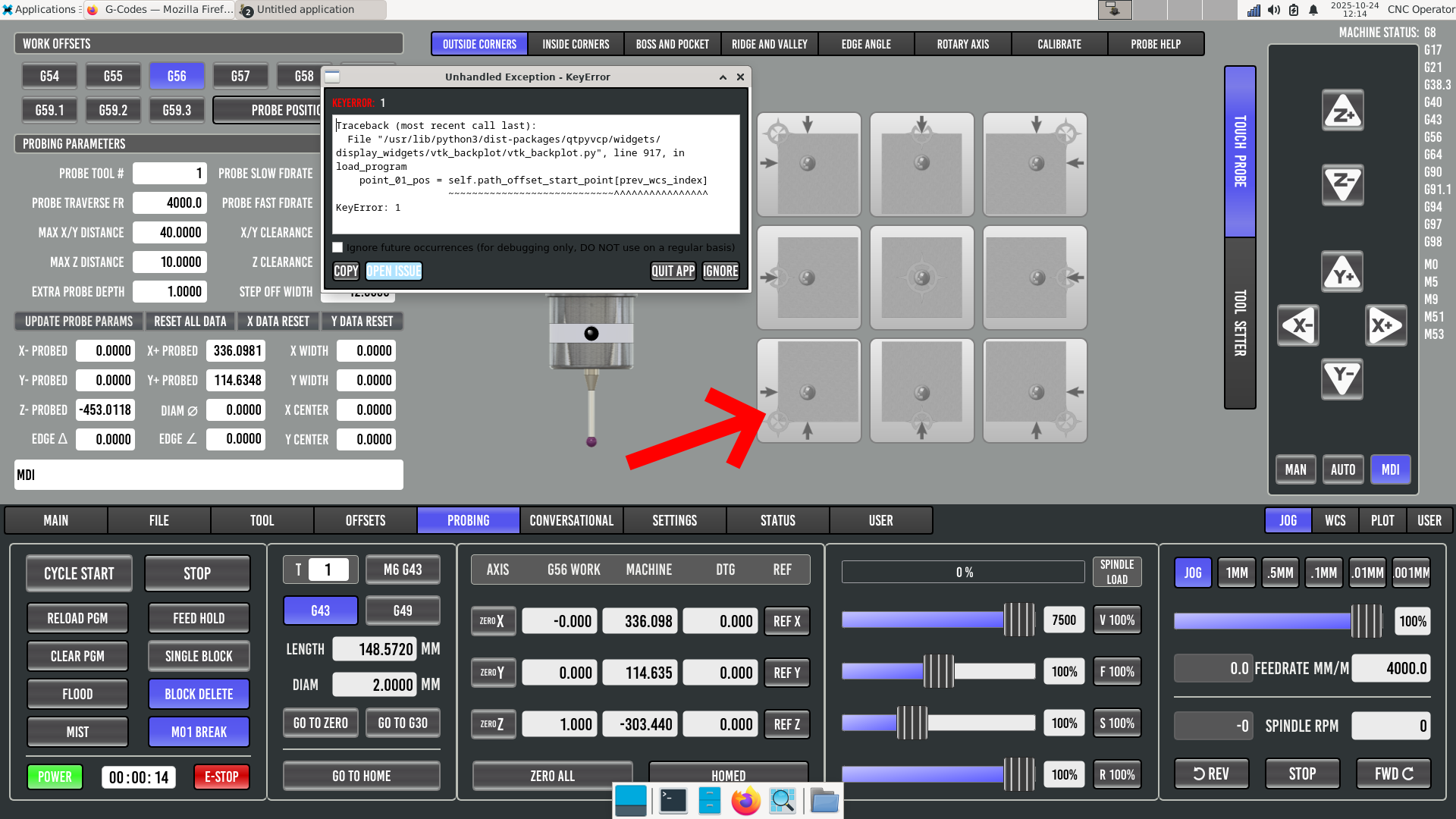
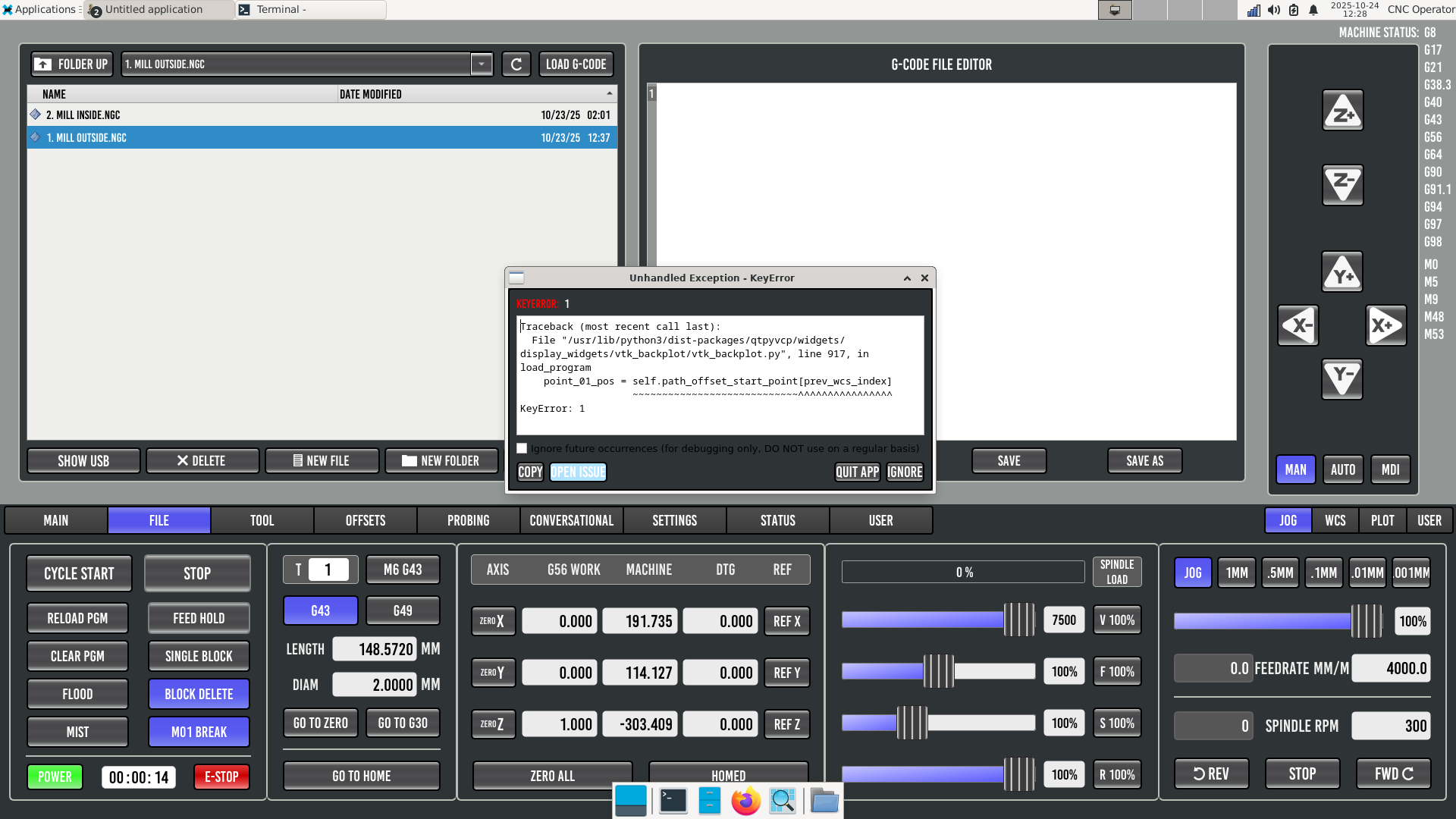
Replied by Unlogic on topic Probe Basic backplot error when loading file
Probe Basic backplot error when loading file
Category: QtPyVCP
- karlhe
- karlhe
24 Oct 2025 10:16
- unknown
- unknown
24 Oct 2025 10:07
Replied by unknown on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
")
- Gartenzwerg
- Gartenzwerg
24 Oct 2025 08:31
Replied by Gartenzwerg on topic Tipps für aktuelle LinuxCNC Hardware gesucht
Tipps für aktuelle LinuxCNC Hardware gesucht
Category: Deutsch
- Gartenzwerg
- Gartenzwerg
24 Oct 2025 08:27
Replied by Gartenzwerg on topic linuxcnc bootet nicht mehr
linuxcnc bootet nicht mehr
Category: Deutsch
- rodw
24 Oct 2025 08:17
Replied by rodw on topic linuxcnc.command().mdi() vs .program_open()
linuxcnc.command().mdi() vs .program_open()
Category: General LinuxCNC Questions
- rodw
24 Oct 2025 08:12
Replied by rodw on topic 5-axis Isel-based machine - Logosol to LinuxCNC?
5-axis Isel-based machine - Logosol to LinuxCNC?
Category: CNC Machines
Time to create page: 5.290 seconds