Gmoccapy - A new screen for linuxcnc
- mariusl
-

- Offline
- Platinum Member
-

09 Feb 2014 23:06 #43665
by mariusl
Aah thanks a lot Norbert.
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
gmoccapy 0.9.9.9.7
- highlight gcode line by grafics click
ver. 0.9.9.9.7
- add gcode highlight by clicking in the preview
clicking a line in the preview will highlight the
corresponding line in gcode listing
Norbert
Aah thanks a lot Norbert.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
10 Feb 2014 01:02 #43671
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Hallo Marius,
the thanks should go to Chris, he found how to do it, I only needed to include 2 Lines of code!
Norbert
P.S. How far have you come with your user panel?
the thanks should go to Chris, he found how to do it, I only needed to include 2 Lines of code!
Norbert
P.S. How far have you come with your user panel?
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
10 Feb 2014 01:50 #43673
by mariusl
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
Hi Norbert
I am waiting for new touch screens and the bezels. Any day now
I am waiting for new touch screens and the bezels. Any day now
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- jbunch
- Offline
- Senior Member
-

Less
More
- Posts: 79
- Thank you received: 3
10 Feb 2014 05:25 #43681
by jbunch
Replied by jbunch on topic Gmoccapy - A new screen for linuxcnc
Norbert,
Thank you for the quick response. I can now get to the tool table.
Who takes care of the "touch off Z" button in the GMOCCAPY tool table.
I am having a problem with the number that is placed in the tool table when I press this button.
It puts in the value -21.9648 what I need is the value from the ABS machine location which is -11.5823.
I have no idea where the -21.9648 comes from. The lowest number I should get is around -12.000.
I am now touching off my tool going to manual mode writing down the number for ABS Z and then going back to the tool table to enter it.
Jim
Thank you for the quick response. I can now get to the tool table.
Who takes care of the "touch off Z" button in the GMOCCAPY tool table.
I am having a problem with the number that is placed in the tool table when I press this button.
It puts in the value -21.9648 what I need is the value from the ABS machine location which is -11.5823.
I have no idea where the -21.9648 comes from. The lowest number I should get is around -12.000.
I am now touching off my tool going to manual mode writing down the number for ABS Z and then going back to the tool table to enter it.
Jim
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
10 Feb 2014 05:50 - 10 Feb 2014 05:52 #43686
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Halo Jim,
If you push the tool touch off button, the following command will be excecuted:
command = "G10 L10 P%d %s%f" % ( self.stat.tool_in_spindle, axis, value )
for tool 3, z axis and a given value of 12.345 it will be
G10 L10 P3 Z12.345
What is wrong with that?
What about G92 offsets? Tool length kompensation?
Norbert
If you push the tool touch off button, the following command will be excecuted:
command = "G10 L10 P%d %s%f" % ( self.stat.tool_in_spindle, axis, value )
for tool 3, z axis and a given value of 12.345 it will be
G10 L10 P3 Z12.345
What is wrong with that?
What about G92 offsets? Tool length kompensation?
Norbert
Last edit: 10 Feb 2014 05:52 by newbynobi.
Please Log in or Create an account to join the conversation.
- jbunch
- Offline
- Senior Member
-
Less
More
- Posts: 79
- Thank you received: 3
11 Feb 2014 02:07 #43716
by jbunch
Replied by jbunch on topic Gmoccapy - A new screen for linuxcnc
Norbert,
What I am looking for is the same
number that I see in the Z display when I
switch the display from G54 to ABS.
Jim
What I am looking for is the same
number that I see in the Z display when I
switch the display from G54 to ABS.
Jim
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
11 Feb 2014 06:05 #43728
by mariusl
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
Hi Norbert
I am starting to feel really stupid. Every time I try and integrate the sim config into a real machine config, I seem to screw up.
I took my working desktop mill config and applied the tool_set remap stuff from the sim config. I get these errors and the screen takes a long time to load.
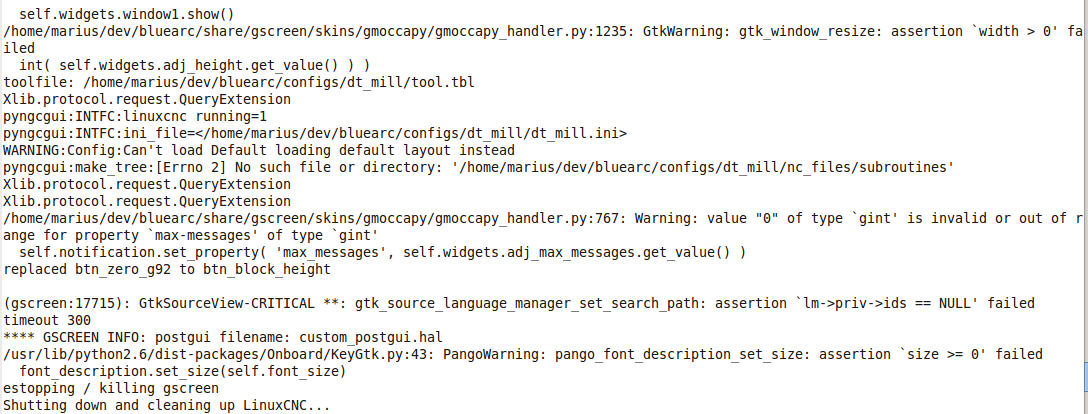
I am starting to feel really stupid. Every time I try and integrate the sim config into a real machine config, I seem to screw up.
I took my working desktop mill config and applied the tool_set remap stuff from the sim config. I get these errors and the screen takes a long time to load.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
11 Feb 2014 15:36 #43739
by mariusl
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
Norbert
There was another error that I missed. It had to do with the manual tool change usage. I think it must just be mentioned that the manual tool change be removed if users want to use the remapped config.
It seem to work ok but I still have to test it on my machine later today.
Just one question please, Are the variable that you use global?
I use a sub routine to probe the block surface with the probe input and a touch off plate of 1.6mm. I need to know where to store the result and how to get it into your code please.
There was another error that I missed. It had to do with the manual tool change usage. I think it must just be mentioned that the manual tool change be removed if users want to use the remapped config.
It seem to work ok but I still have to test it on my machine later today.
Just one question please, Are the variable that you use global?
I use a sub routine to probe the block surface with the probe input and a touch off plate of 1.6mm. I need to know where to store the result and how to get it into your code please.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
12 Feb 2014 01:40 #43769
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Halo Marius,
I use INI Values and Hal pin for the remap structure, please see change.ngc from macros folder.
In the first screen shot, you are using also pyngcgui and the main error I see, that this one do not find the subroutines folder.
Please take care to set the path in the INI so the different parts you use can find them. In my sim tollmeasurement config, I placed the files in my macro folder and set the path of subroutines to that folder, that could be one point to take care off.
Norbert
I use INI Values and Hal pin for the remap structure, please see change.ngc from macros folder.
In the first screen shot, you are using also pyngcgui and the main error I see, that this one do not find the subroutines folder.
Please take care to set the path in the INI so the different parts you use can find them. In my sim tollmeasurement config, I placed the files in my macro folder and set the path of subroutines to that folder, that could be one point to take care off.
Norbert
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
12 Feb 2014 03:48 #43775
by mariusl
Regards
Marius
www.bluearccnc.com
Replied by mariusl on topic Gmoccapy - A new screen for linuxcnc
Norbert
The missing file is not a problem as I have a number of paths specified on the test system. It finds the subroutines OK.
The main problem was the manual tool change pins in the HAL file. The real error was not captured by my screen shot sorry . I am using the macro folder now as well.
. I am using the macro folder now as well.
I have not tested on the machine just yet but hope to do it tomorrow.
I would love to see multiple INI files that can bee included into a main file. I would place the machine specific things like the AXIS setup in one file and then you can configure any screen set on top of that. The calibration and AXIS or joint setup never changes for a machine but the screen can. I also tend to keep my machine designs as standard as possible.
The missing file is not a problem as I have a number of paths specified on the test system. It finds the subroutines OK.
The main problem was the manual tool change pins in the HAL file. The real error was not captured by my screen shot sorry
. I am using the macro folder now as well.I have not tested on the machine just yet but hope to do it tomorrow.
I would love to see multiple INI files that can bee included into a main file. I would place the machine specific things like the AXIS setup in one file and then you can configure any screen set on top of that. The calibration and AXIS or joint setup never changes for a machine but the screen can. I also tend to keep my machine designs as standard as possible.
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.211 seconds