NativeCAM is Features renamed
- eFalegname
-

- Offline
- Elite Member
-

- Posts: 252
- Thank you received: 30
I do not think so but I see a newline is missing after the postamble (% must be on a line by itself),Fern, maybe I have to delete my old modified files and reinstall NativeCAM...
I will correct this for sure but meanwhile you only have to do this :
Add a new line after G28 in the postamble just like you added one before it
Fern
Hi Fern,
We all miss you. In the meantime, I post the solution in case it may serve someone...
line 3548...
if self.pref.use_pct :
return self.pref.default + gcode_def + \
_("(end sub definitions)\n\n") + gcode + self.pref.ngc_post_amble + '\n%\n'
else :
return self.pref.default + gcode_def + \
_("(end sub definitions)\n\n") + gcode + self.pref.ngc_post_amble + '\nM2\n'
Cheers,
Floris
Please Log in or Create an account to join the conversation.
- FernV
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 457
- Thank you received: 124
... a newline is missing after the postamble (% must be on a line by itself),
In the meantime, I post the solution in case it may serve someone...
The easiest way would be to add '\n' at the end of the postamble
Fern
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
I have some gcode files with trochoidal operations that I am trying to insert as items into linear arrays, I try to pass some parameters to them, but NativeCam does not allow adding the parameters to the start of the subroutine, I have tried to do it also at the beginning of the file using the Gcode function but it always gives me the same error. Could you tell me how I can do it?
Thank you!
Floris
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
Hi Fern,
I have some gcode files with trochoidal operations that I am trying to insert as items into linear arrays, I try to pass some parameters to them, but NativeCam does not allow adding the parameters to the start of the subroutine, I have tried to do it also at the beginning of the file using the Gcode function but it always gives me the same error. Could you tell me how I can do it?
It is possible to include a g-code file and define up to 6 parameters, but it is not best for an array.
The turner-cube examples show how to add parameters that will change at each loop of an array. You first define initial values and at the beginning (or end) of the group of items in your array, you re-calculate new values as needed.
Could it work for you ?
Fern
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
Sorry I did not explain well what I want to achieve, I'm trying to pass a parameter to my inserted gcode, here's the possibilities I have tried so far but without a positive result:
A ) Parameteres at begining of array
B ) Using inserted Gcode parameters
C ) Parameters at the begining of Gcode file
D ) Including custom G Code into the array doesn't work either
It may be that the inserted gcode should respect a certain format or simply do not need to write the name of the variable on NativeCam but follow a logical order of appearance when listing the variables?
Thak you!
Floris
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
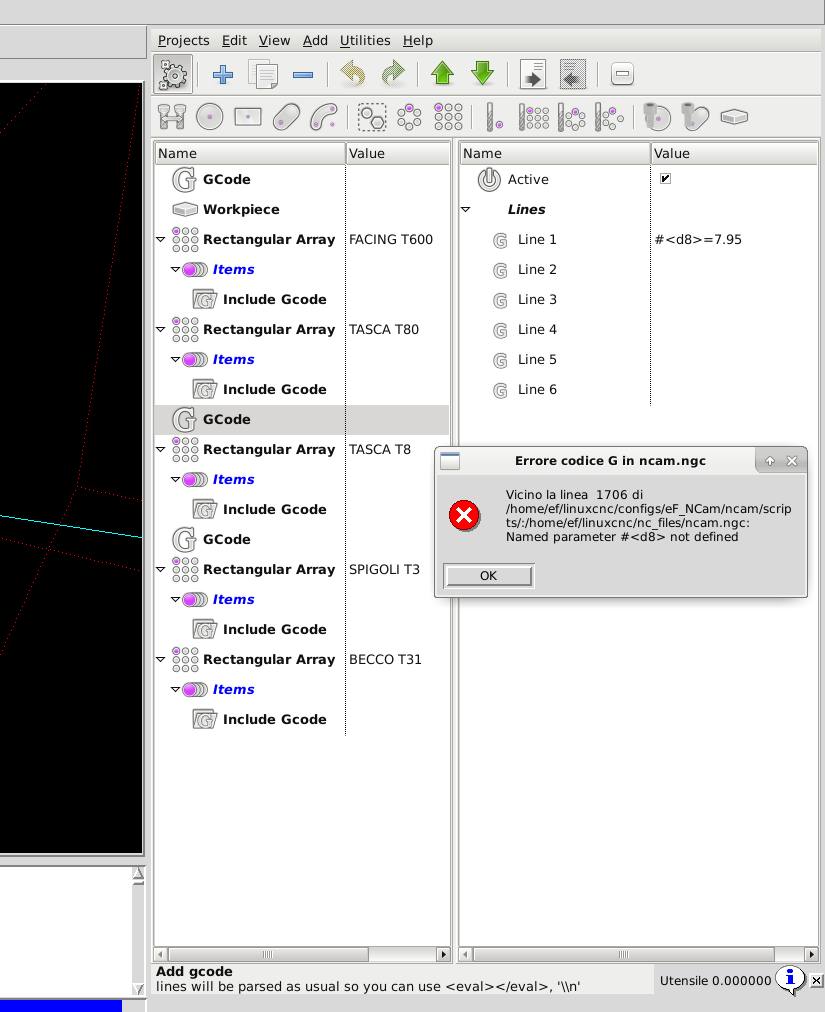
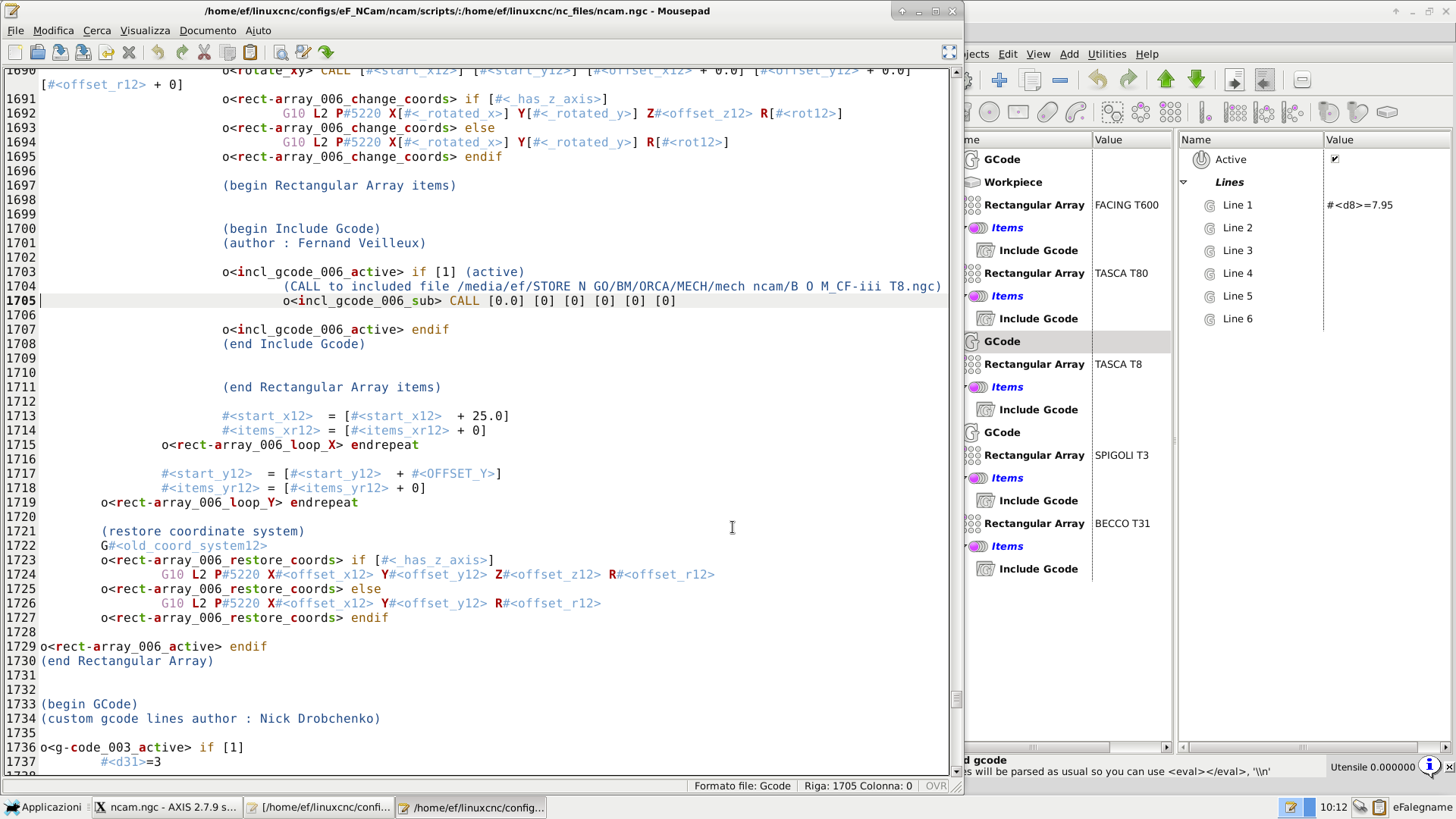
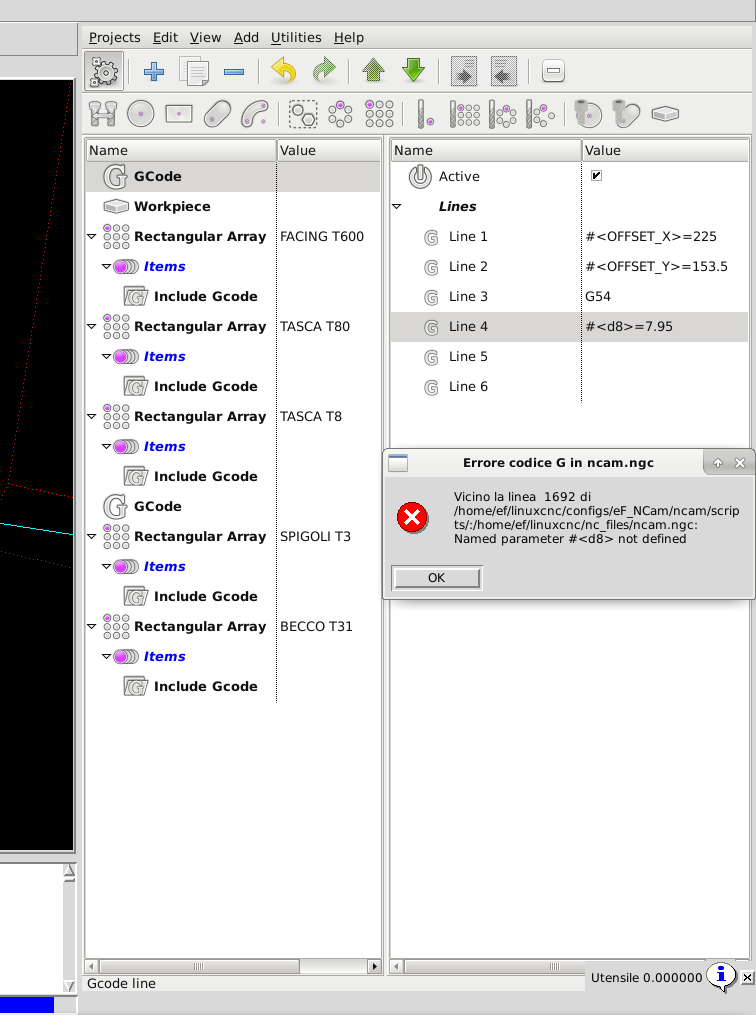
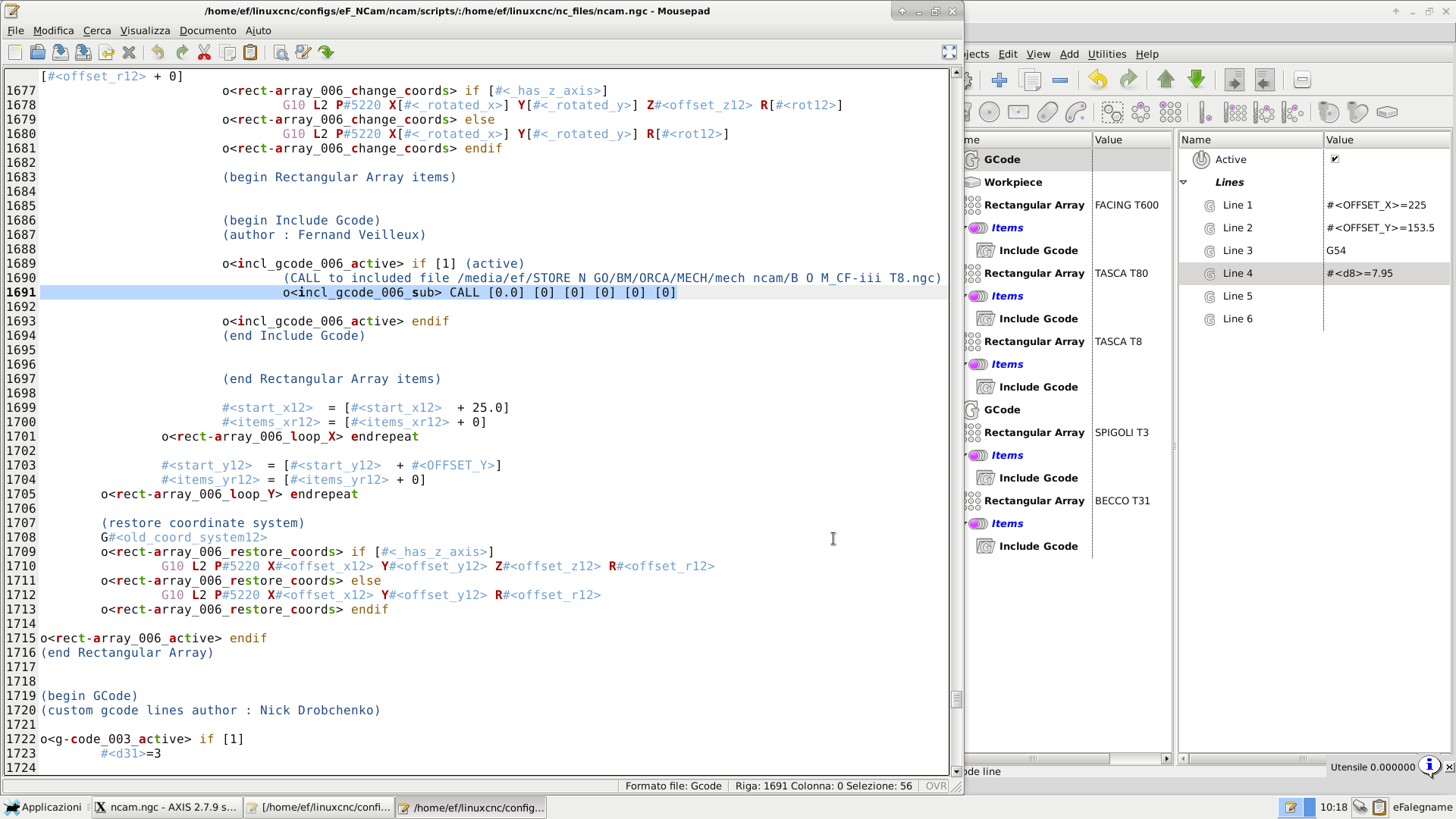
#<d8> is a local parameter to 'ncam.ngc' while it is needed in the sub-routine 'o<incl_gcode_006_sub>' defined in the included file 'B O M_CF-iii T8.ngc'. Included files are always placed at the beginning of 'ncam.ngc' with a call to them in the code with a parameter list (1 to 6). Including those files elsewhere in the code would create a mess if placed in an IF, REPEAT or WHILE condition
You will have to edit 'B O M_CF-iii T8.ngc' in one of these 2 ways :
- Use a global parameter like #<_d8> then modify GCode Line to #<_d8> = 7.95.
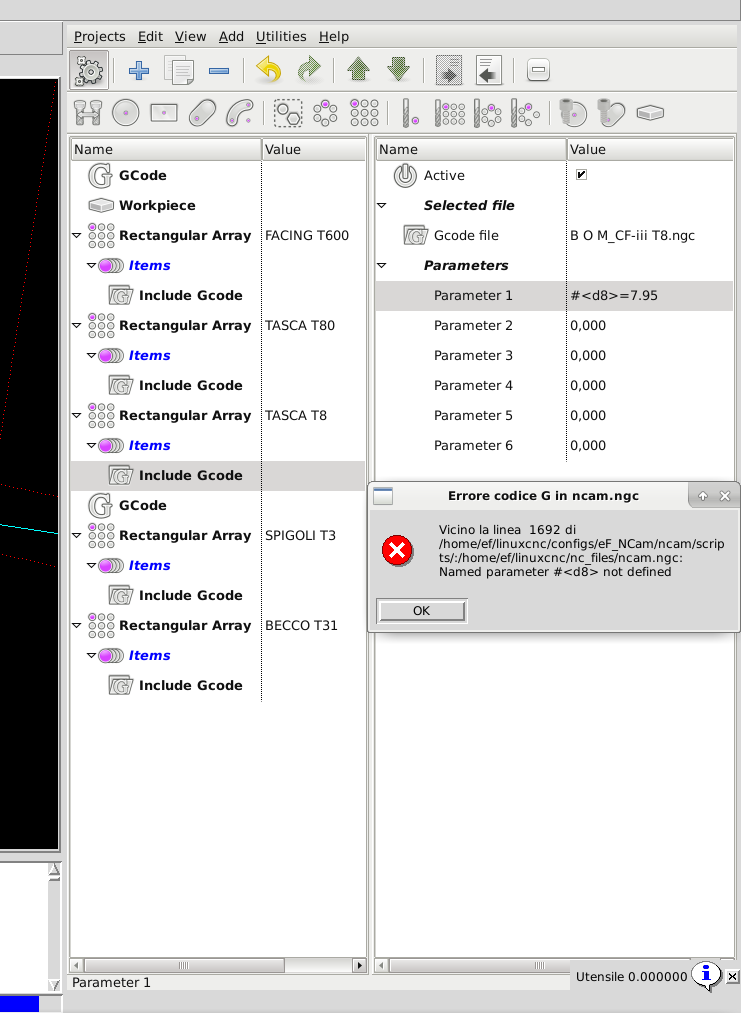
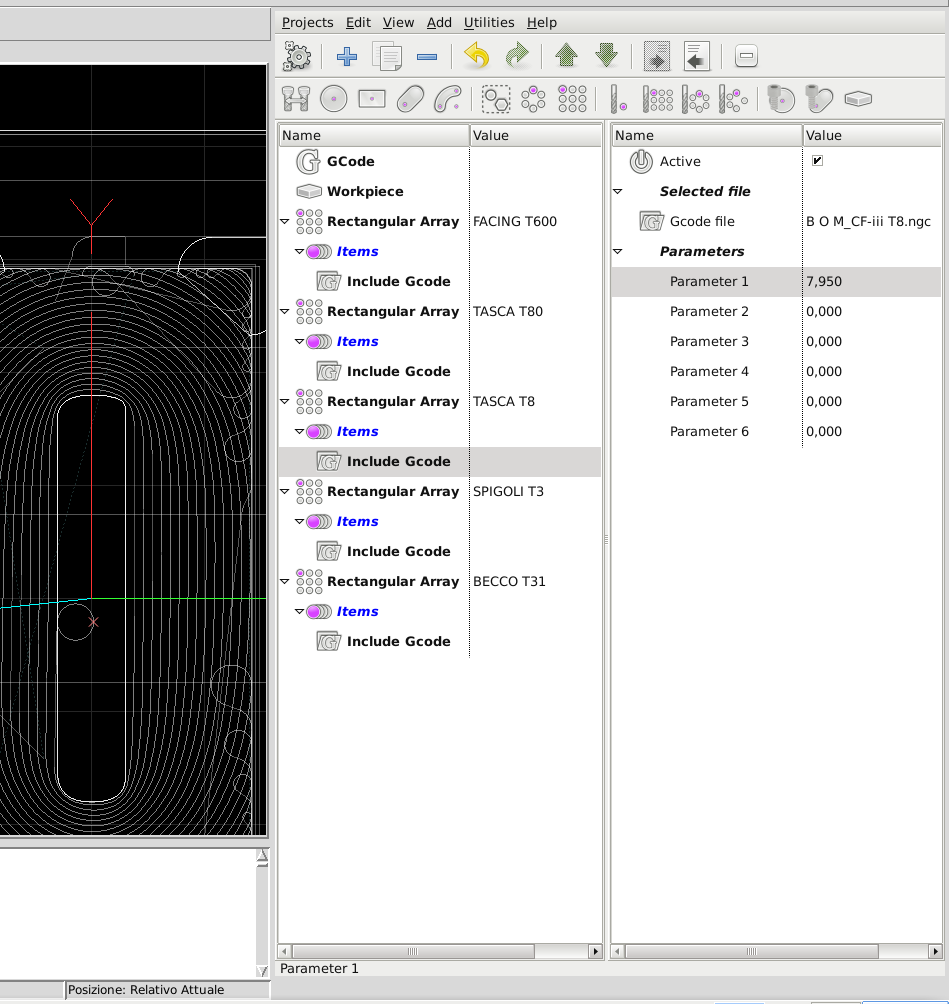
This is simple and quick but I prefer keeping a local param like the next option. - Pass the value to 'Include GCode' to a Param (1 to 6) either #<d8> OR 7.95 (not the equation)
assign the value at the beginning of 'B O M_CF-iii T8.ngc' like
#<d8> = #(param number)
Fern
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
I agree with you, the second option is more appropriate because using global variables include the danger of being able to forget them around. And it works, it works great!!
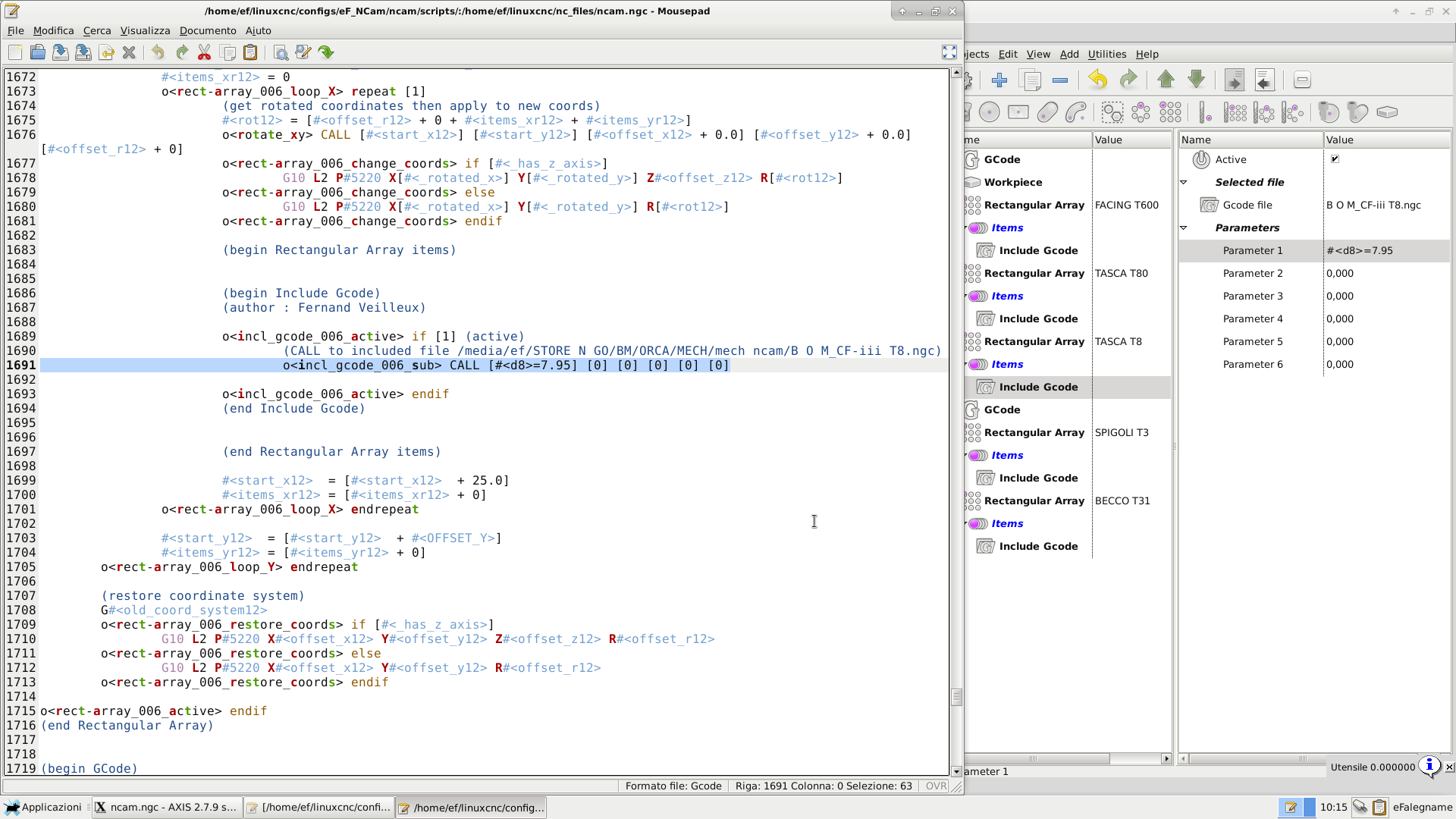
I have assigned the numerical value 7.95 to the first "# 1" parameter of the Gcode in NativeCAM, then I modified the Gcode to define in the first line the equation that passes the value of the NativeCam parameter to the Gcode:

Thank you so much for your precious time and valuable advices!
Cheers,
Floris
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
I have an annoying effect after the last tool change, just inside the last array (always with the "insert Gcode" OP) starting from the second element, the Z is reset a few mm higher, linuxcnc manages to mill the first element of the last serie and the remainder of the array is not milled. This only happens in the last array and regardless of the number of tools used in the file.
Any idea what I missed this time?
Thanks,
Floris
note: Since the last tool is shorter than the previous one I think maybe the last tool change does not set the tool length on the G57 work offset.
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
What do you think Fern, maybe I have a problem with my macro M6 or there is someone else who has had this situation?
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
Is your tool change in the included file and repeatable ? What if it was out like in 'Tool Change' but if you use more than one cutter, you might have to split your fileupdated: When the Gcode file is compiled with Native CAM the error is not reproducible, but when the Gcode file is included in the NativeCAM array, the error is always repeated in the last tool change.
What do you think Fern, maybe I have a problem with my macro M6 or there is someone else who has had this situation?
Fern
Please Log in or Create an account to join the conversation.