NativeCAM is Features renamed
- eFalegname
-

- Offline
- Elite Member
-

- Posts: 252
- Thank you received: 30
Ex:
Project-
First included Gcode-
Second included Gcode-
Please Log in or Create an account to join the conversation.
- FernV
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 457
- Thank you received: 124
Though 't3 m6' is called on each loop (3 times on each Array) I do not think this is the problem.
Maybe it is the fact that you end ARRAYPROVE.ngc with 'g0 z2' but I was unable to clearly identify it.
So I created a project that does the same and I would like you to try it.
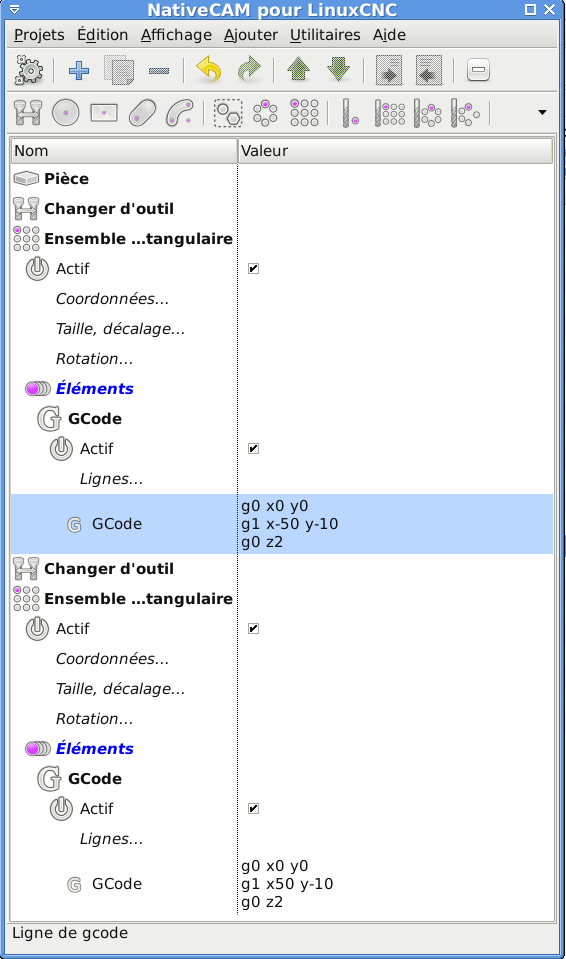
A few screenshots (many parameters have been hidden for clarity) and explanation how I did it.
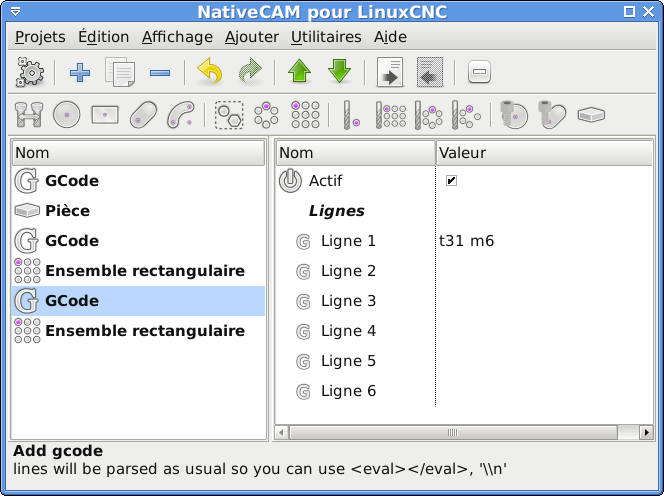
I inserted a 'Tool Change' and select tool number

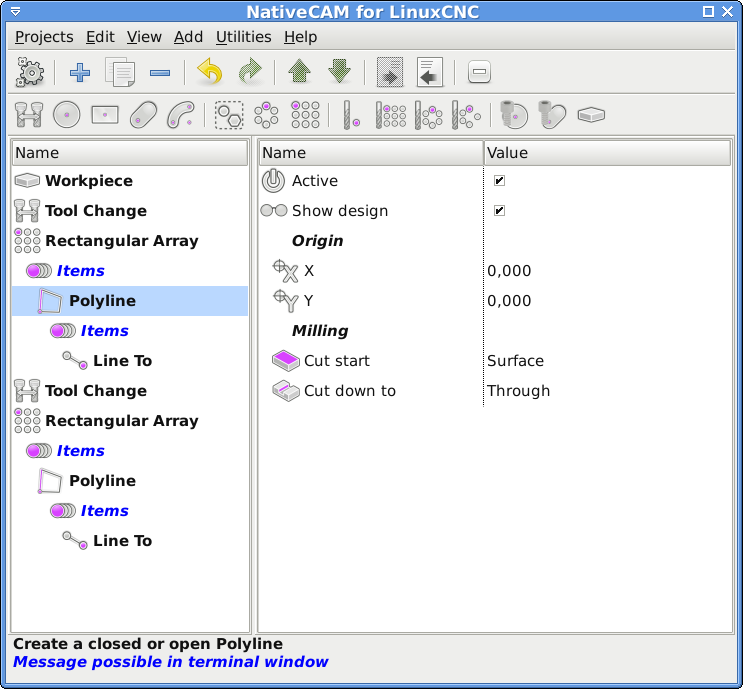
There is no change with the 'Rectangular Array' but I added a 'Polyline' instead of inserting a file since we only want to cut a simple line. I setted the starting point / Origin and the Milling options are up to you.
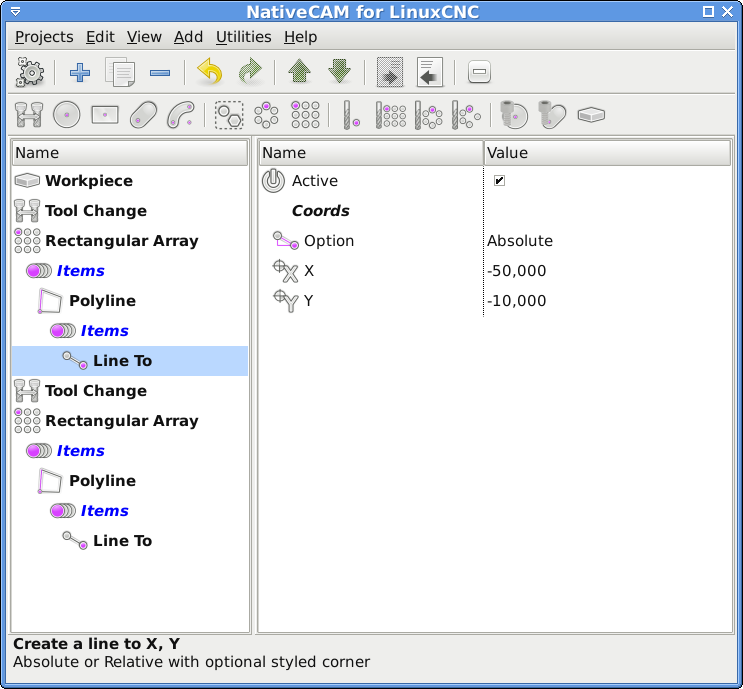
I added a 'Line To' and setted the end Coords
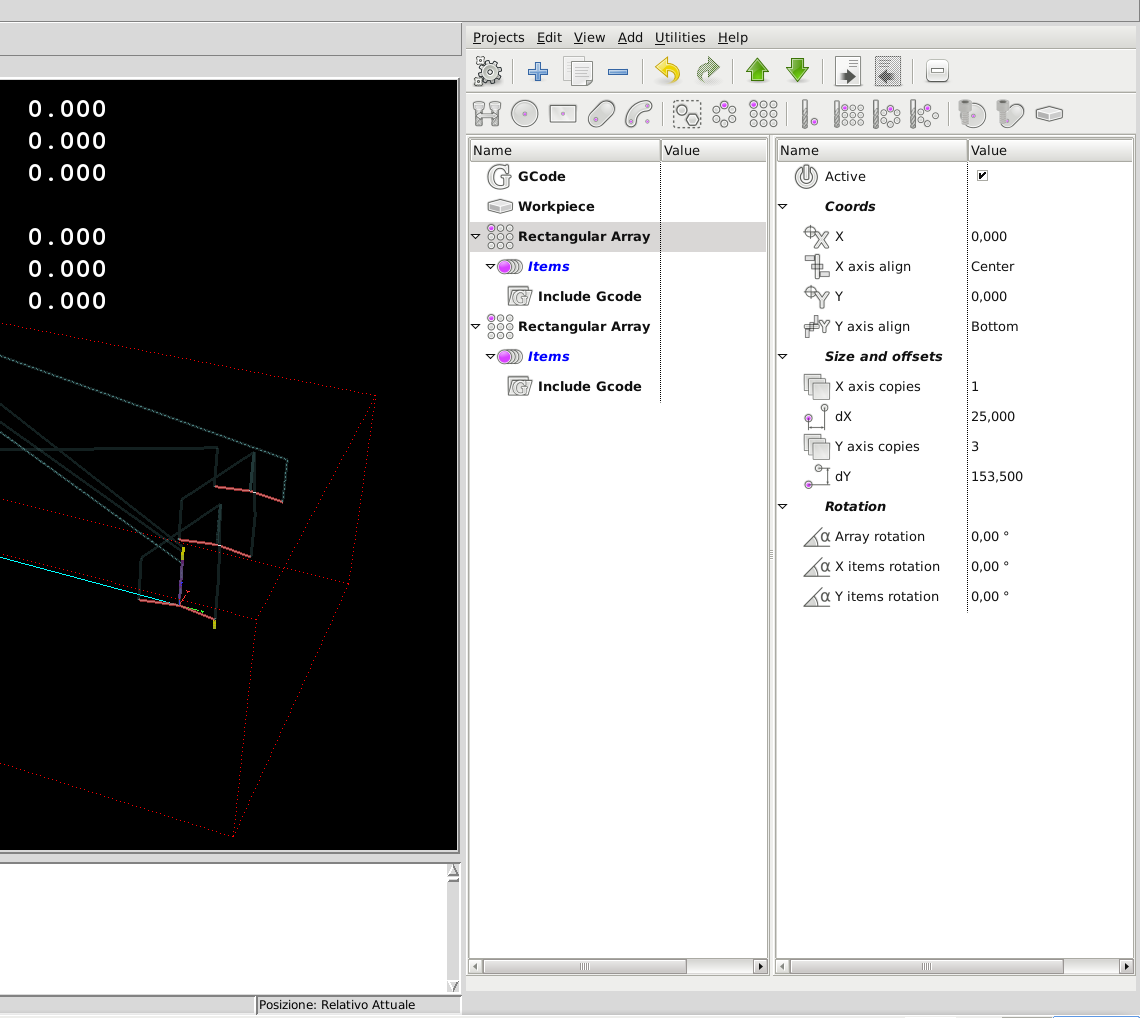
I duplicated the 'Tool Change' and moved down the last place. Tool number should be 31.
However even if you have a special macro to change the tool, 'Tool Change' should work fine since it calls 'T#param_dnum M6' if and only if mounted tool is not #param_dnum
I duplicated the 'Rectangular Array' and moved to last position and changed the X Coord of the 'Line To' to 50
Note the 'Polylines' are not closed.
Please tell me if it still cause the same situation so I can have a better understanding of the problem.
I will continue trying to find if the 'g0 z2' is the culprit or not
Fern
P.S. If your pre-amble has G54, you do not have to insert it with 'GCode', it is automatically inserted.
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
I'm sorry to be unable to test your file at this time I'm very busy with some backlogs, as soon as I'll run the file you sent me I'll post the results here, however I think the problem only appears on the last "included gcode" file of the array with the tool change on its first lines.
Thank you!
Floris
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
...I think the problem only appears on the last "included gcode" file of the array with the tool change on its first lines.
Floris,
To make sure that 'm6' is executed only once, modify the first line of your included files like this
o100 if [#5400 NE 3]
t3 m6
o100 endifand
o100 if [#5400 NE 31]
t31 m6
o100 endifFern
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
...I think the problem only appears on the last "included gcode" file of the array with the tool change on its first lines.
Hi Floris,
I spent much time testing and I really think tool changes should NOT be in arrays (they are in included files which are in Rectangular Arrays which make repetitive mounting and resetting tool length each time).
This way should not cause issues and tool length compensation will be applied to G54.
Fern
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
Floris,
To make sure that 'm6' is executed only once, modify the first line of your included files like this
o100 if [#5400 NE 3] t3 m6 o100 endif
ando100 if [#5400 NE 31] t31 m6 o100 endif
Fern
Later I'll try the second solution.
Thank you so much!
Floris
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
Hi Fern, the arrays work this way...
Floris,
To make sure that 'm6' is executed only once, modify the first line of your included files like this
o100 if [#5400 NE 3] t3 m6 o100 endif
ando100 if [#5400 NE 31] t31 m6 o100 endif
Fern
Hi Floris
For very short custom gcode, I updated 'Custom GCode' and you can add any number of lines in it. Just hold Ctrl or Shift while pressing Enter to add a new line.
Fern
Please Log in or Create an account to join the conversation.
- eFalegname
-
- Offline
- Elite Member
-
- Posts: 252
- Thank you received: 30
Floris
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
Slots are in fact rectangles with rounded corners. Because of the corner options and limited time, I choose to have the starting point in the middle of an edge. I will review *-create.ngc to make it start in a corner. To start on a different edge, rotate and change the length and width as needed.... I was wondering how to introduce a starting and exit points for certain milling jobs (keyway and slot end mill)
Do you mean that changing the order of the shapes to cut is not enough ?... I would also like to impose a starting point or home position for the whole file
Adding an option in 'Tool Change' to start just before lead-in entry and stop after cut is easy. Would that be OK?... a place where the spindle is turned on, I do not like the spindle running over the entire work area of my cnc router before starting to mill or successive to the tool change
Fern
Please Log in or Create an account to join the conversation.
- rene-dev
- Offline
- Senior Member
-

- Posts: 49
- Thank you received: 27
I got it to work, but a few issues:
after a few operations I always get this error: unable to open file <>
but the file is there. I can only recover by restarting linuxcnc.
also, in the lathe tool options, there is no option for spindle direction.
I need that, as I have some tools upside down, and nees the spindle to turn in the other direction.
Rene
Please Log in or Create an account to join the conversation.