Valid Arc Lost, Thcad 300 config & Plasmac override
- CNCFred
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 217
- Thank you received: 43
21 Mar 2020 17:23 #161003
by CNCFred
Valid Arc Lost, Thcad 300 config & Plasmac override was created by CNCFred
Finally I was able to make a gcode file with the plasmac post processor for fusion 360.
A:if I run the file without torch on , the torch works on probing like in the test probe (float travel seems to be ok, 1.5mm) but as soon as it starts to move (for circle etc.) it lowers Z and scratches on the surface.
there is no Z commands in my Gcode
B: the voltage showed -40V (offset the calculated one) so I set the offset to +40V the scale I entered the calculated scale.
When started I get the message Valid Arc Lost and the Z retracts up into the max limit.
If I set the scale to 1 it shows 0 volts but still only a view volts on startup.
C: if Z goes into the max limit how do you overwrite the limits in Plasmac screen, at the moment I turn the motor of and manually change the position.
0V Freq. 113.3Khz
300V Freq. 910.5kHz
calculated offset 3540.625
calculated scale 0.012042148
am I missing a setup in Plasmac?
thank you!!
A:if I run the file without torch on , the torch works on probing like in the test probe (float travel seems to be ok, 1.5mm) but as soon as it starts to move (for circle etc.) it lowers Z and scratches on the surface.
there is no Z commands in my Gcode
B: the voltage showed -40V (offset the calculated one) so I set the offset to +40V the scale I entered the calculated scale.
When started I get the message Valid Arc Lost and the Z retracts up into the max limit.
If I set the scale to 1 it shows 0 volts but still only a view volts on startup.
C: if Z goes into the max limit how do you overwrite the limits in Plasmac screen, at the moment I turn the motor of and manually change the position.
0V Freq. 113.3Khz
300V Freq. 910.5kHz
calculated offset 3540.625
calculated scale 0.012042148
am I missing a setup in Plasmac?
thank you!!
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 12032
- Thank you received: 4106
21 Mar 2020 20:27 #161026
by rodw
Replied by rodw on topic Valid Arc Lost, Thcad 300 config & Plasmac override
Fred, you need these lines in your hal file to make sure the voltage is positive. Check in Halshow for the correct encoder as my pin names may not be identical to yours. (the encoder scale corrects the voltage sign)
I think I know exactly why you are seeing 40 volts instead of around 90-120 volts but I am relying on my memory of you machine. I think that you have arc voltage connector pins on the back of your plasma cutter. Can you confirm that?
If that is so, I need you to grab a multimeter and measure the resistance between those pins and your arc leads. I expect it will be about 100 K Ohms on each pin if it is like other machines. They do this so the current on those pins won't kill you if you touch those pins.
So the problem is that the THCAD-300 contains scaling resistors to set that full scale reading to 300 volts. The THCAD is seeing the sum of the additional resistance on each voltage pin as part of those scaling resistors so you have set the full scale to maybe 900 volts or something like that. This means the scale you are using is incorrect.
The simple fix right now would be to multiply the scale factor you are using by a factor of 3 but if you quote the measured resistance, we should be able to come up with a more precise multiplier.
# --- 7i76e ENCODER SETUP FOR TORCH VOLTAGE ---
setp hm2_7i76e.0.encoder.00.scale -1
setp hm2_7i76e.0.encoder.00.counter-mode 1I think I know exactly why you are seeing 40 volts instead of around 90-120 volts but I am relying on my memory of you machine. I think that you have arc voltage connector pins on the back of your plasma cutter. Can you confirm that?
If that is so, I need you to grab a multimeter and measure the resistance between those pins and your arc leads. I expect it will be about 100 K Ohms on each pin if it is like other machines. They do this so the current on those pins won't kill you if you touch those pins.
So the problem is that the THCAD-300 contains scaling resistors to set that full scale reading to 300 volts. The THCAD is seeing the sum of the additional resistance on each voltage pin as part of those scaling resistors so you have set the full scale to maybe 900 volts or something like that. This means the scale you are using is incorrect.
The simple fix right now would be to multiply the scale factor you are using by a factor of 3 but if you quote the measured resistance, we should be able to come up with a more precise multiplier.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
21 Mar 2020 20:57 #161027
by rodw
Replied by rodw on topic Valid Arc Lost, Thcad 300 config & Plasmac override
Ooops, I was wrong with my guess. Must have been someone else I was thinking of. I found your original post with photos of your machine internals and your CAD drawings!
We need to look further into the scaling issue. But first lets get the voltage in the right direction as I suggested and your axis set right.
With regards correcting the axis cordinate. that can be fixed just by doing a touch off to 0 at the minimum limit position. I do it a bit different. I go to the top most Z position and know my travel is 86mm so I touch off at that position and enter 86mm
We need to look further into the scaling issue. But first lets get the voltage in the right direction as I suggested and your axis set right.
With regards correcting the axis cordinate. that can be fixed just by doing a touch off to 0 at the minimum limit position. I do it a bit different. I go to the top most Z position and know my travel is 86mm so I touch off at that position and enter 86mm
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
22 Mar 2020 10:03 - 22 Mar 2020 10:56 #161077
by CNCFred
Replied by CNCFred on topic Valid Arc Lost, Thcad 300 config & Plasmac override
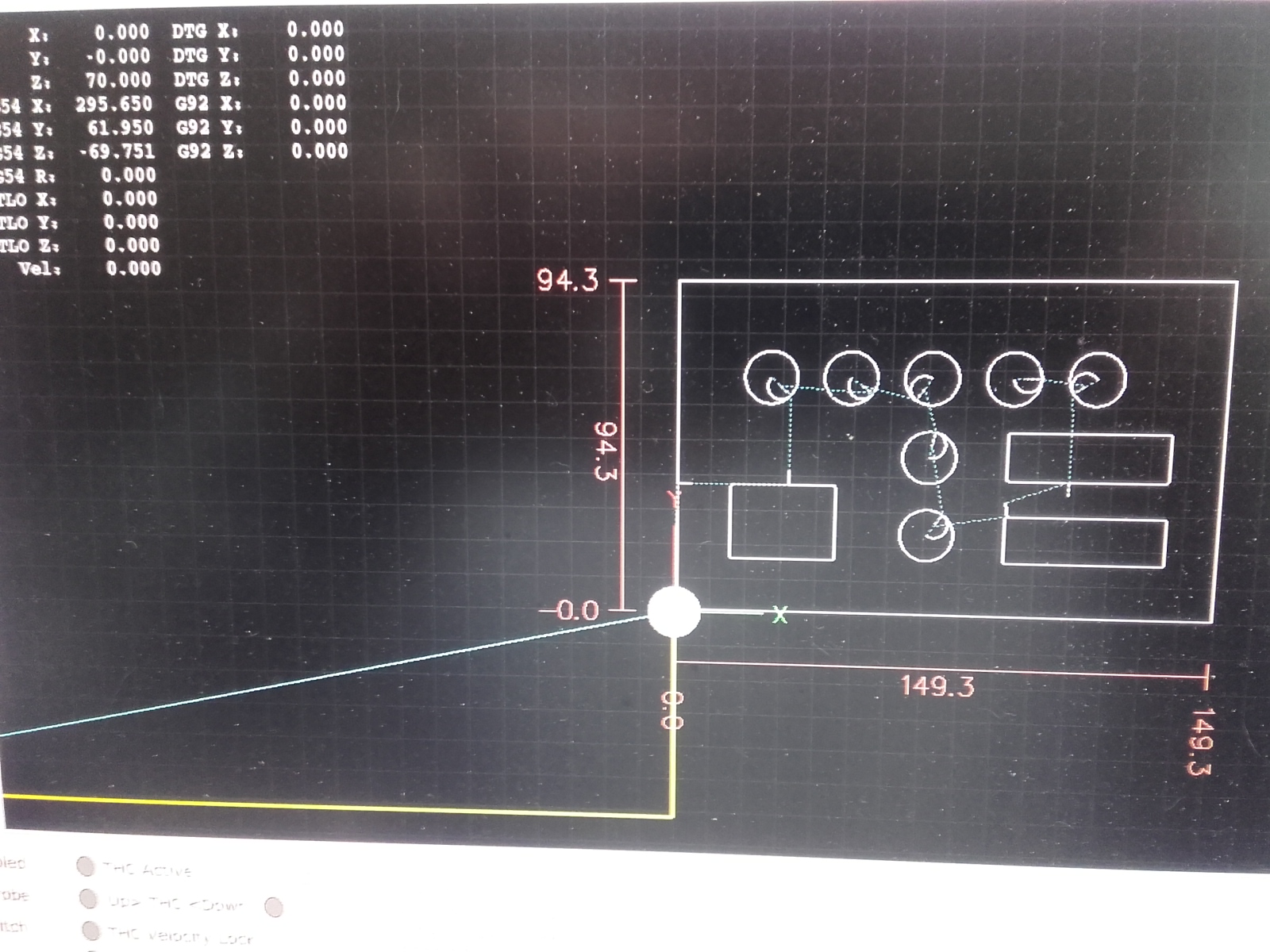
one problem I solved so the Z axes does not run into the max limit.
from top to bottom:
max limit sensor
- 2.5mm soft limit (max limit soft top)
- 5mm home position
seems after running a program and on some occasions it returns Z to top max.
On probe , which hight should it stay ? pierce, float ??
I did a touch off set the plasma torch just above the material and set touch off to 0.
drew a hole in plasmac extras and tried again. It still sits on the surface.
I don't know how to add a video to the forum. (would be 16MB in size)
concerning the voltage:
I have in my hal as from the manual
setp hm2_7i76e.0.encoder.00.scale -1
setp hm2_7i76e.0.encoder.00.filter 1
setp hm2_7i76e.0.encoder.00.counter-mode 1
You then need to note that the Arc Voltage HAL Pin entry in the PlasmaC Configurator will be:
I think this is my problem? I don't have that pin it seems.
hm2_7i76e.0.encoder.00.velocity
here is my hallcmd show all .
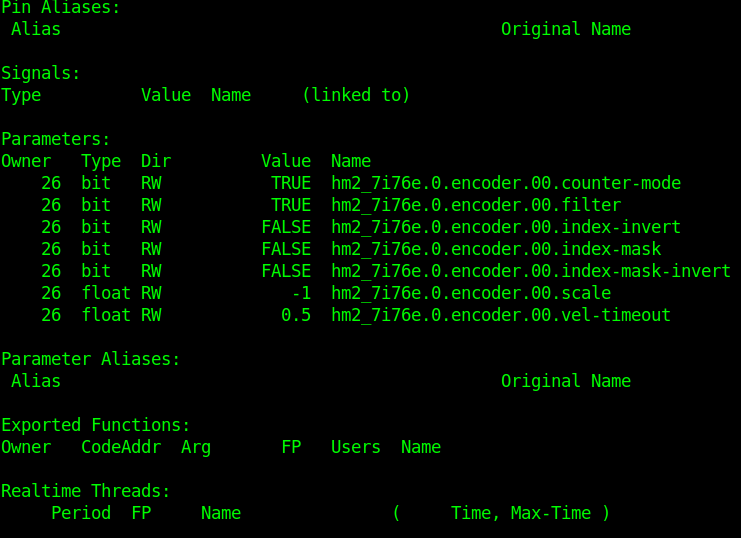
thanks to PCW for showing the console command to me
thank you all for your help!
from top to bottom:
max limit sensor
- 2.5mm soft limit (max limit soft top)
- 5mm home position
seems after running a program and on some occasions it returns Z to top max.
On probe , which hight should it stay ? pierce, float ??
I did a touch off set the plasma torch just above the material and set touch off to 0.
drew a hole in plasmac extras and tried again. It still sits on the surface.
I don't know how to add a video to the forum. (would be 16MB in size)
concerning the voltage:
I have in my hal as from the manual
setp hm2_7i76e.0.encoder.00.scale -1
setp hm2_7i76e.0.encoder.00.filter 1
setp hm2_7i76e.0.encoder.00.counter-mode 1
You then need to note that the Arc Voltage HAL Pin entry in the PlasmaC Configurator will be:
I think this is my problem? I don't have that pin it seems.
hm2_7i76e.0.encoder.00.velocity
here is my hallcmd show all .
thanks to PCW for showing the console command to me
thank you all for your help!
Last edit: 22 Mar 2020 10:56 by CNCFred.
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
22 Mar 2020 11:02 #161083
by phillc54
Replied by phillc54 on topic Valid Arc Lost, Thcad 300 config & Plasmac override
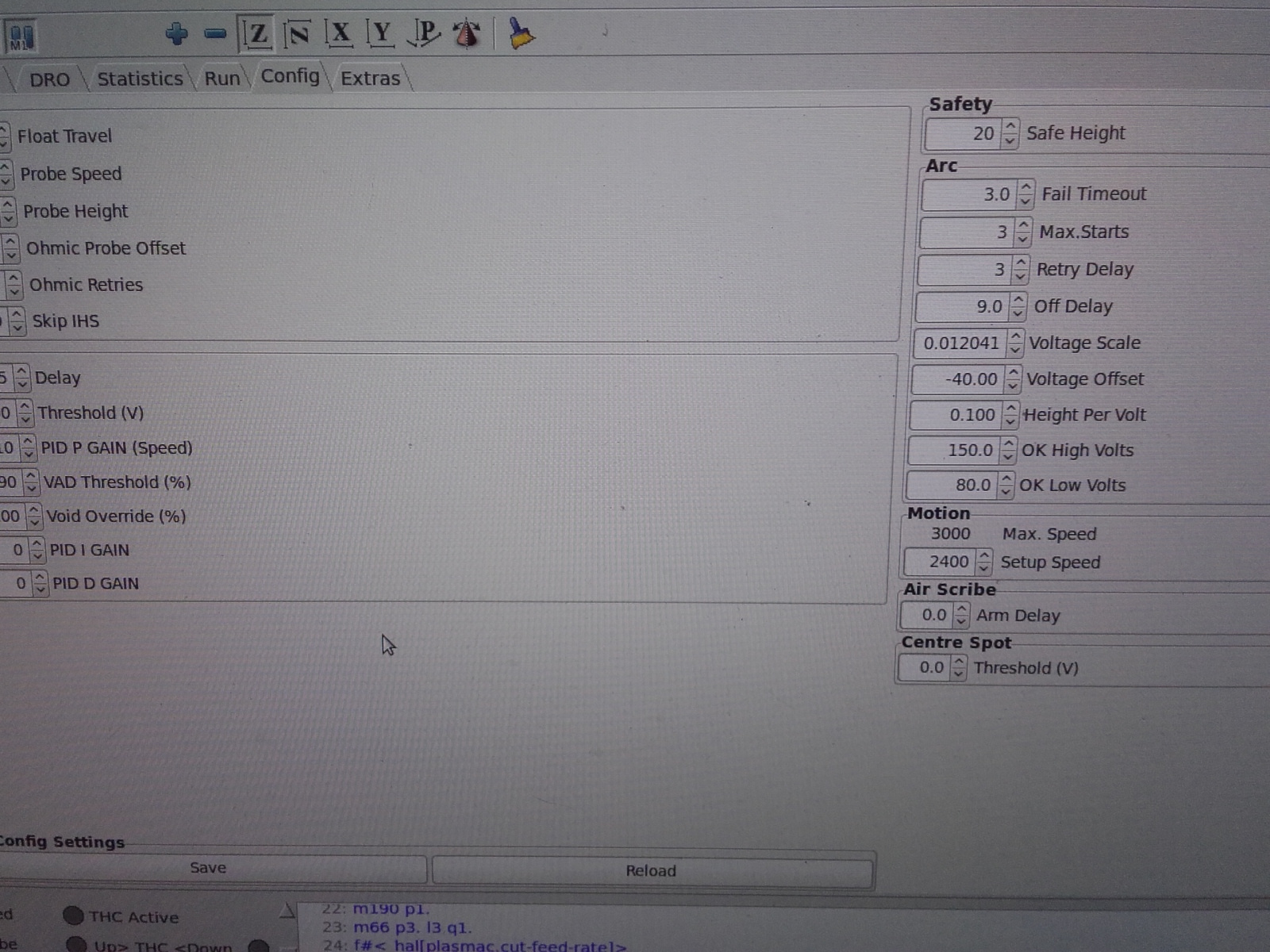
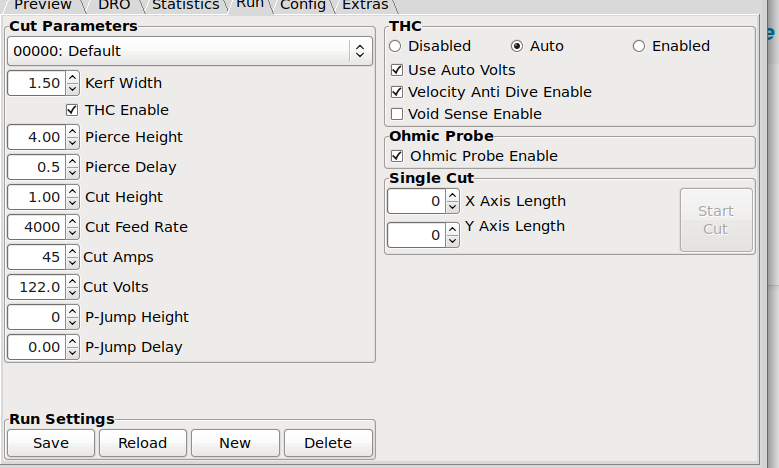
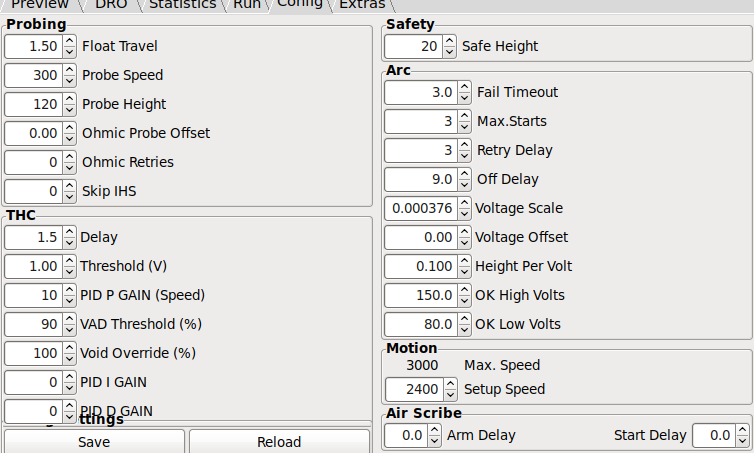
Could you post your .ini and .hal files and also a screenshot of the config panel.
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
22 Mar 2020 11:38 - 22 Mar 2020 11:44 #161086
by CNCFred
Replied by CNCFred on topic Valid Arc Lost, Thcad 300 config & Plasmac override
here the ini and hal,
thank you...
thank you...
Last edit: 22 Mar 2020 11:44 by CNCFred.
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
22 Mar 2020 13:03 - 22 Mar 2020 13:03 #161095
by CNCFred
Replied by CNCFred on topic Valid Arc Lost, Thcad 300 config & Plasmac override
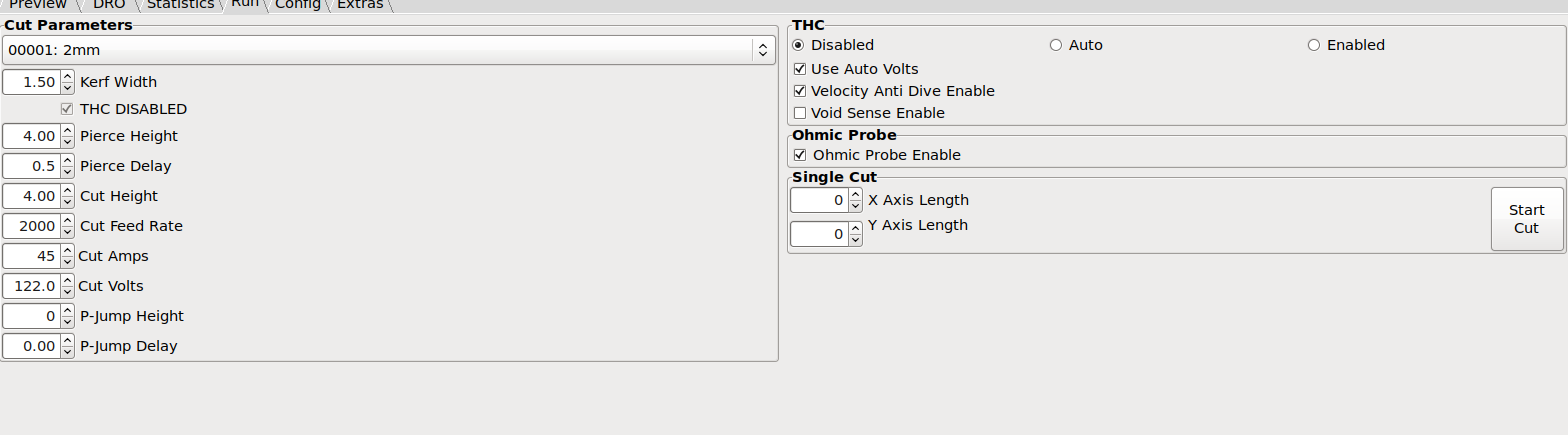
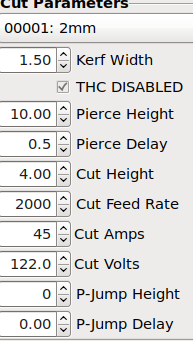
if I change the cut height to 4mm then it stays at the float height also when making the cut!!
??
adjusted my head, check Z setup with measurement etc. all fine.
??
adjusted my head, check Z setup with measurement etc. all fine.
Last edit: 22 Mar 2020 13:03 by CNCFred.
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
22 Mar 2020 13:12 #161097
by CNCFred
Replied by CNCFred on topic Valid Arc Lost, Thcad 300 config & Plasmac override
slowly I see , was wondering why no pierc height changed that as well much higher than cut height...
is doing it now..
something I am doing wrong...it seems, working so far, but should be different I guess...
touch off surface sheet metal,ok
probe , ok
then ....dives into material by 1mm or so...just scratching along...except I increase the cut height and pierce height...

thx...
is doing it now..
something I am doing wrong...it seems, working so far, but should be different I guess...
touch off surface sheet metal,ok
probe , ok
then ....dives into material by 1mm or so...just scratching along...except I increase the cut height and pierce height...
thx...
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21738
- Thank you received: 7428
22 Mar 2020 13:26 #161100
by tommylight
Replied by tommylight on topic Valid Arc Lost, Thcad 300 config & Plasmac override
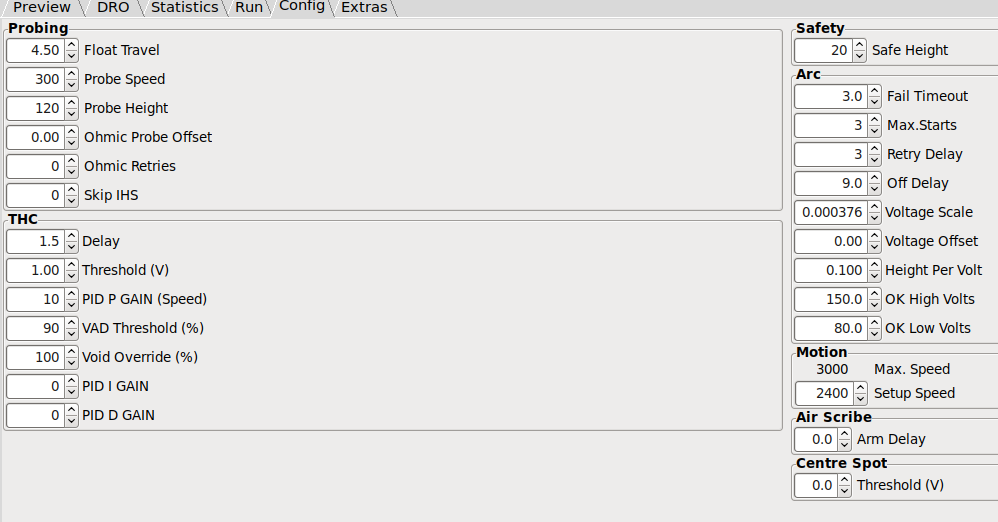
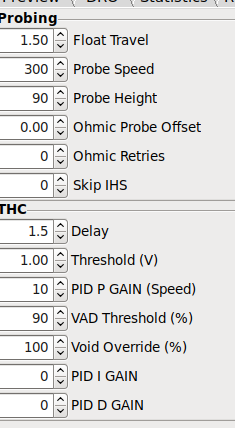
Check if the scaling is correct for the Z axis, and also check the float travel.
Unselect "ohmic probe" if you do not have one.
Unselect "ohmic probe" if you do not have one.
The following user(s) said Thank You: CNCFred
Please Log in or Create an account to join the conversation.
- CNCFred
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 217
- Thank you received: 43
22 Mar 2020 13:46 #161104
by CNCFred
Replied by CNCFred on topic Valid Arc Lost, Thcad 300 config & Plasmac override
each save on run tab ,enables ohmic ...
checked the z axis, calibration ok! even with micrometer ..is ok..
changes material(thinner one) ..had to increase cut height and pierce height as well to stop from scratching on the surface...
something is wrong...

checked the z axis, calibration ok! even with micrometer ..is ok..
changes material(thinner one) ..had to increase cut height and pierce height as well to stop from scratching on the surface...
something is wrong...
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 1.582 seconds