Rods "Spaceship" Scratch built Plasma Cutter build
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 12032
- Thank you received: 4106
18 Aug 2017 12:59 #97697
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well, I consider myself very fortunate as Dewey sent me a few emails and wrote about 7 pages of notes on how to proceed with setting up the external offset THC component he's written. So I've reverted to his sim for a couple of nights. The first step was to play until I finally understood what was going on and then copy my ini file config for each axis to the sim ini file. So that meant I now have a sim of my hardware. I also wrote another gcode routine so I could work in metric but still use his sim gcode that was in inches.
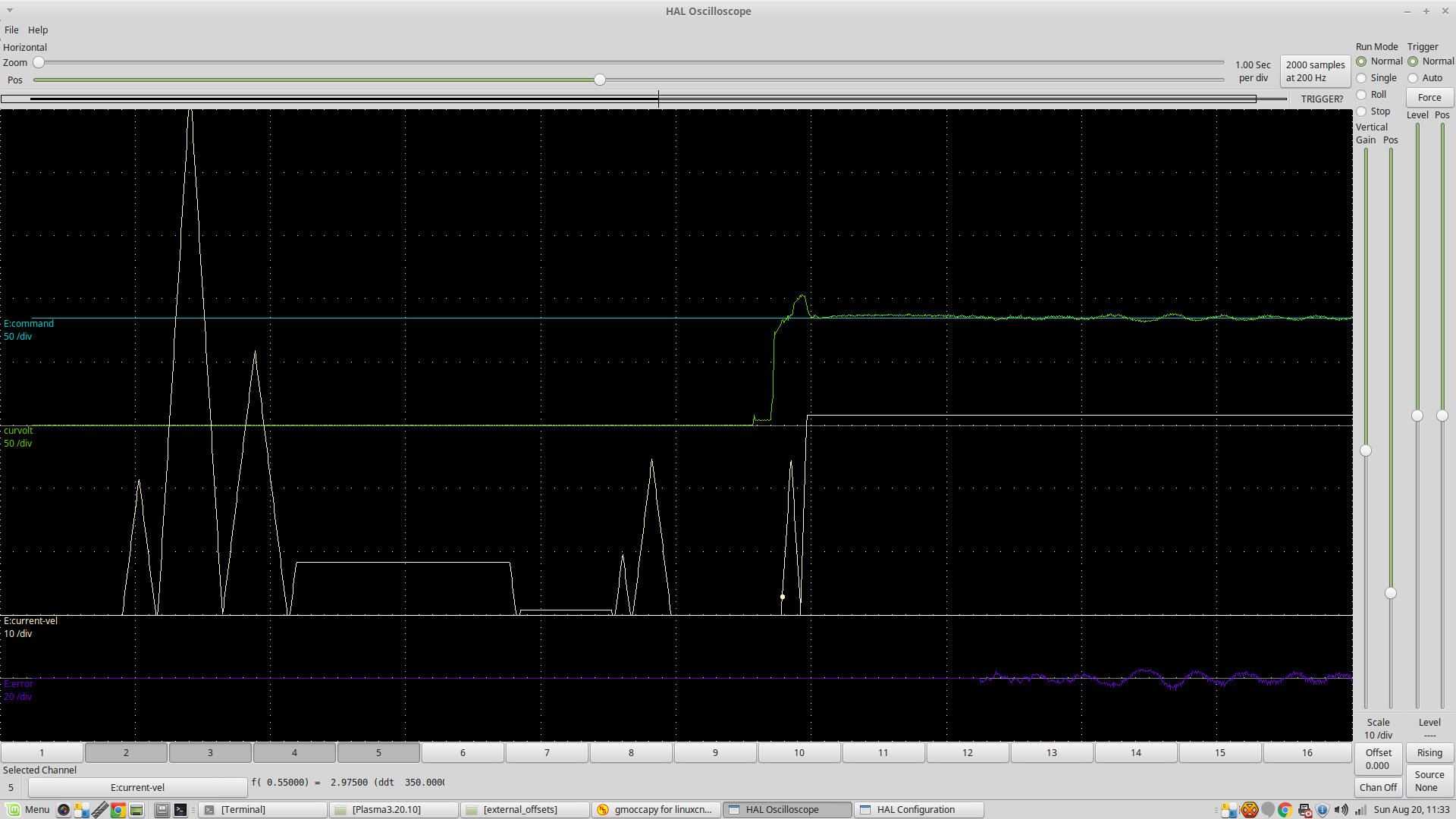
Using halscope as set up by Dewey in the sim, you can see the greenline (torch volts) overshoot the setpoint.
After some tuning of the sim, I got this looking better and eliminated the overshoot. Ignore the change in the white line on the left as that is when the simulated torch starts cutting. Its the changes in signals on the right hand side that we ware interested in.
I also played around with some velocity and acceleration settings. They did not seem to make much difference except very slow velocities also caused an overshoot.
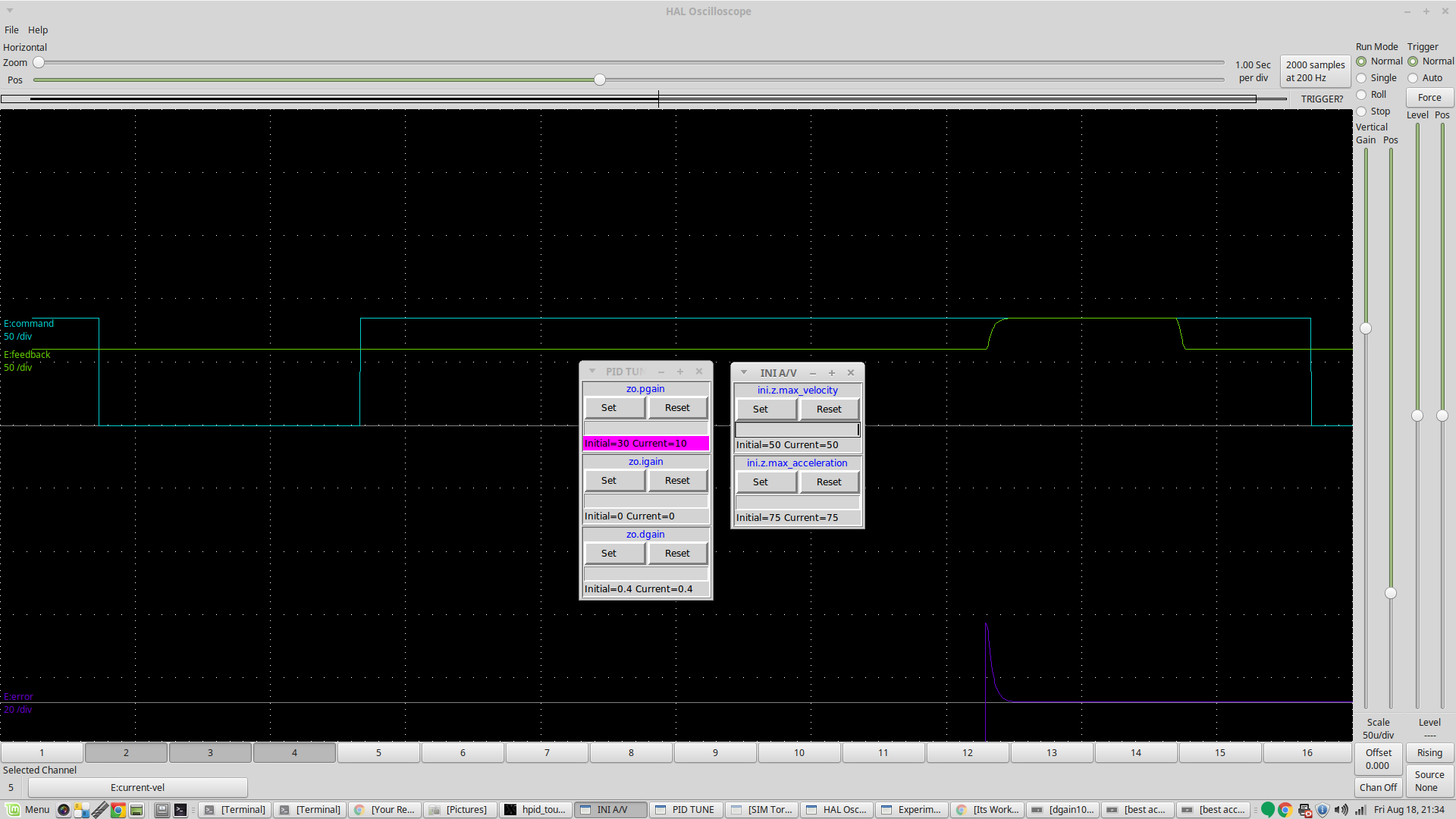
So then I tried some of his test routines which varied the setpoint based on various wave forms that peturb the signal. Whilst this is the reverse of what we want to do (vary the feedback signal), it does give some idea how responsive the system is and shows its ability to follow changes in arc voltage.
Here is a sine wave:
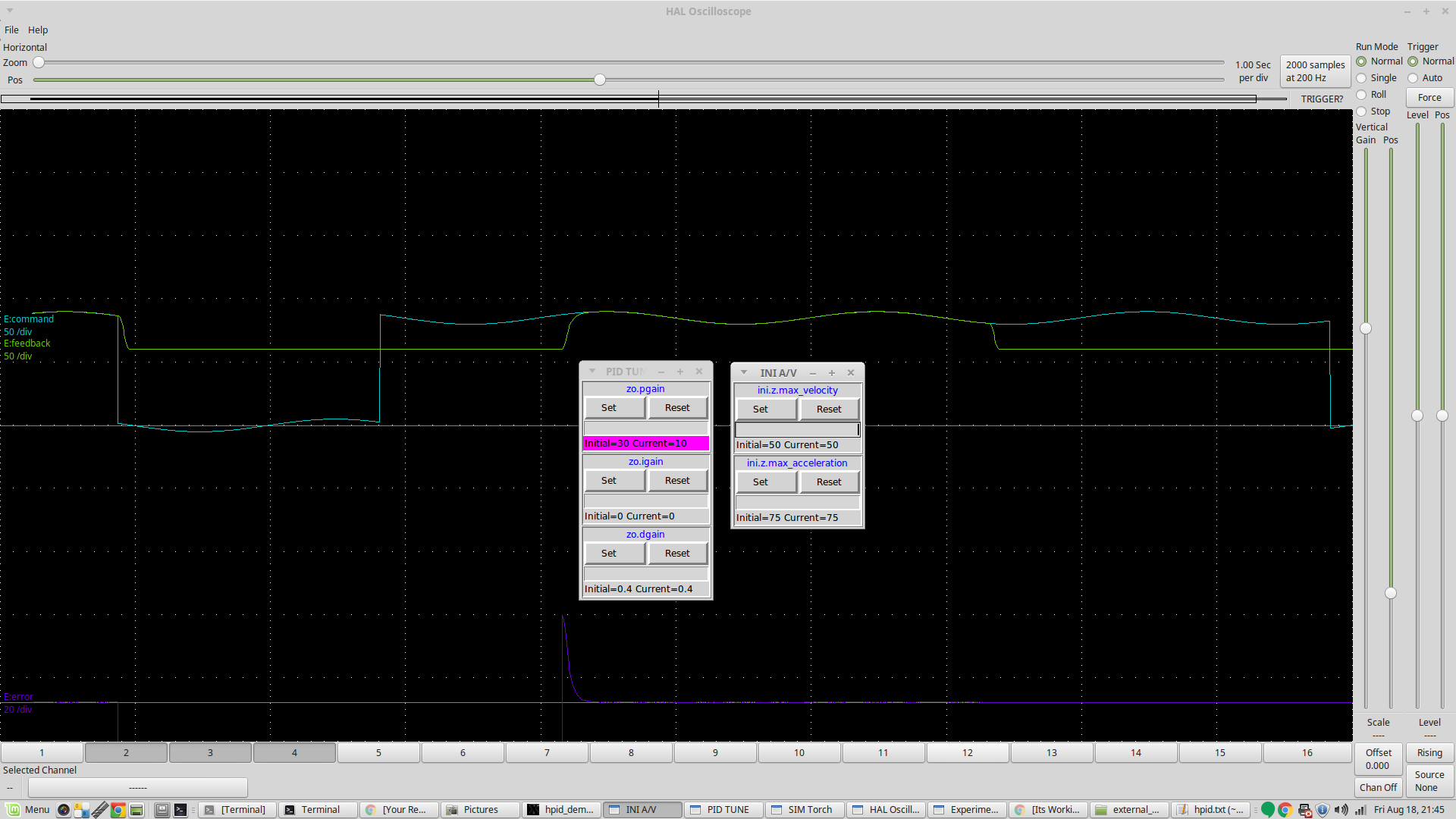
And a square wave;
The example Dewey shared with me followed the square wave better than this as there were no curved line segments.
One of the critical parameters in the external offset branch is a new setting for each axis in the .ini file is
under thesection (or any other axis you want to use external offsets on.
I have this set to Dewey's default of 0.2. I just realised while I am writing this is that I should play around with this setting as well. From what I understand, this setting determines how much of the Z axis velocity is given up to the external offsets. (20% in this case). In our case, I think this ratio could be quite a bit higher as when we are cutting (when external offsets are enabled), we really want the offsets to get priority. Perhaps if I push this a bit higher, the curved sections of the response curve shown in the halscope screen dumps may flatten out. Of course the big unknown in this simulation is how well Dewey has simulated the torch.
What Dewey would like me to do is to take this revised simulation and paste in my config at the barest minimum required to cut something. This makes sense as he has provided a lot of tools to monitor and adjust things on the fly. I'll probably do this but the weekend is on me and I really would like to see if the revised PID parameters will solve the crashes I experienced. If not, then I'll have to go back to the drawing board and get my machine working using his axis config and attempt to follow the same tuning steps that I used to get the simulator working while cutting real steel!
Anyway, if anybody watching knows a bit more about this than me and they spot any glaring errors in my description of the process outlined above, please feel free to chime in with corrections.
Using halscope as set up by Dewey in the sim, you can see the greenline (torch volts) overshoot the setpoint.
After some tuning of the sim, I got this looking better and eliminated the overshoot. Ignore the change in the white line on the left as that is when the simulated torch starts cutting. Its the changes in signals on the right hand side that we ware interested in.
I also played around with some velocity and acceleration settings. They did not seem to make much difference except very slow velocities also caused an overshoot.
So then I tried some of his test routines which varied the setpoint based on various wave forms that peturb the signal. Whilst this is the reverse of what we want to do (vary the feedback signal), it does give some idea how responsive the system is and shows its ability to follow changes in arc voltage.
Here is a sine wave:
And a square wave;
The example Dewey shared with me followed the square wave better than this as there were no curved line segments.
One of the critical parameters in the external offset branch is a new setting for each axis in the .ini file is
OFFSET_AV_RATIOunder the
[AXIS_Z]I have this set to Dewey's default of 0.2. I just realised while I am writing this is that I should play around with this setting as well. From what I understand, this setting determines how much of the Z axis velocity is given up to the external offsets. (20% in this case). In our case, I think this ratio could be quite a bit higher as when we are cutting (when external offsets are enabled), we really want the offsets to get priority. Perhaps if I push this a bit higher, the curved sections of the response curve shown in the halscope screen dumps may flatten out. Of course the big unknown in this simulation is how well Dewey has simulated the torch.
What Dewey would like me to do is to take this revised simulation and paste in my config at the barest minimum required to cut something. This makes sense as he has provided a lot of tools to monitor and adjust things on the fly. I'll probably do this but the weekend is on me and I really would like to see if the revised PID parameters will solve the crashes I experienced. If not, then I'll have to go back to the drawing board and get my machine working using his axis config and attempt to follow the same tuning steps that I used to get the simulator working while cutting real steel!
Anyway, if anybody watching knows a bit more about this than me and they spot any glaring errors in my description of the process outlined above, please feel free to chime in with corrections.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
18 Aug 2017 13:20 #97698
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
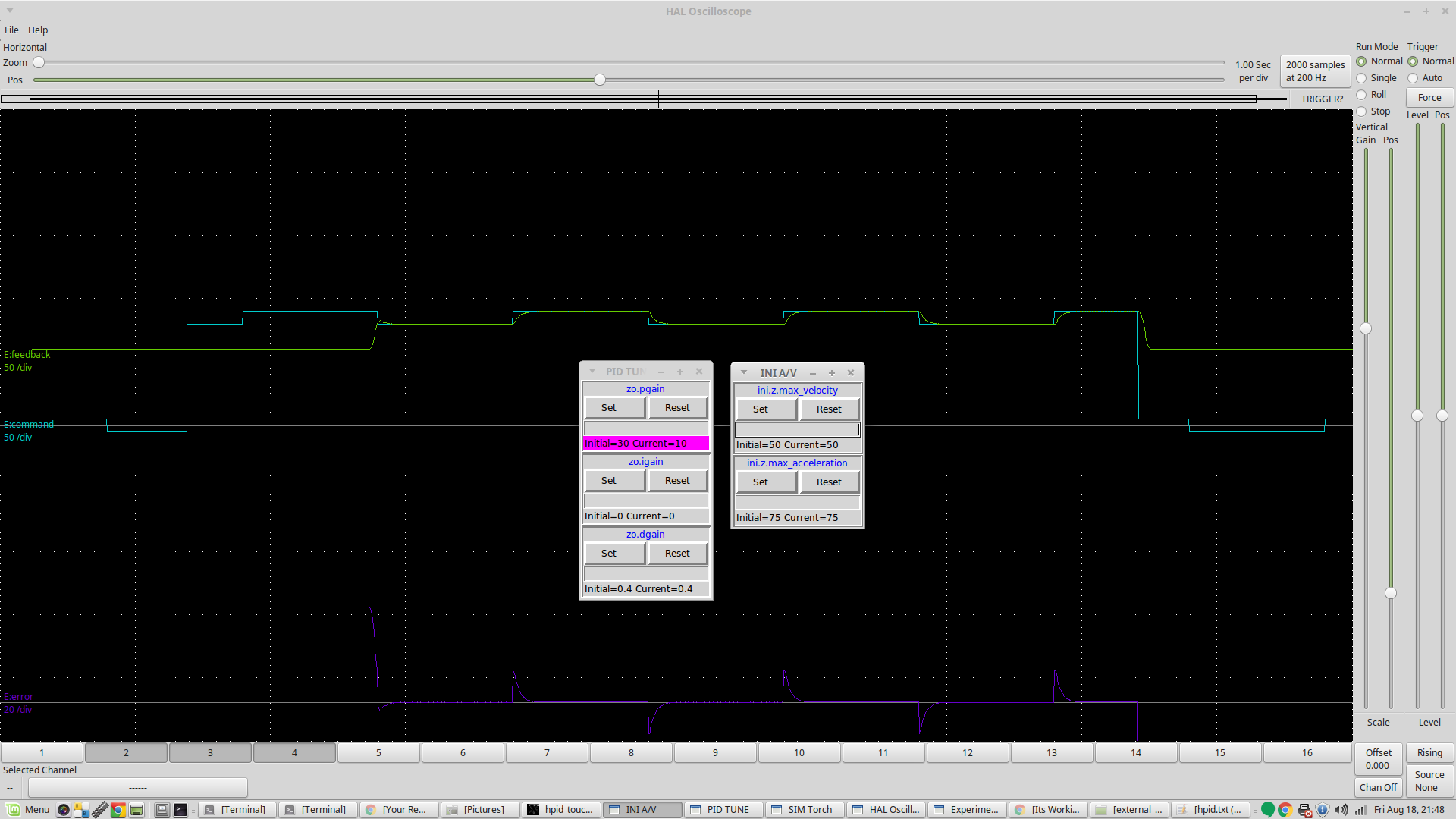
Well,I tried
and it did not seem to make much difference. The system seems to recover a little bit faster when compared with the earlier square wave example.

OFFSET_AV_RATIO = 0.5and it did not seem to make much difference. The system seems to recover a little bit faster when compared with the earlier square wave example.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
20 Aug 2017 03:07 - 20 Aug 2017 04:17 #97757
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
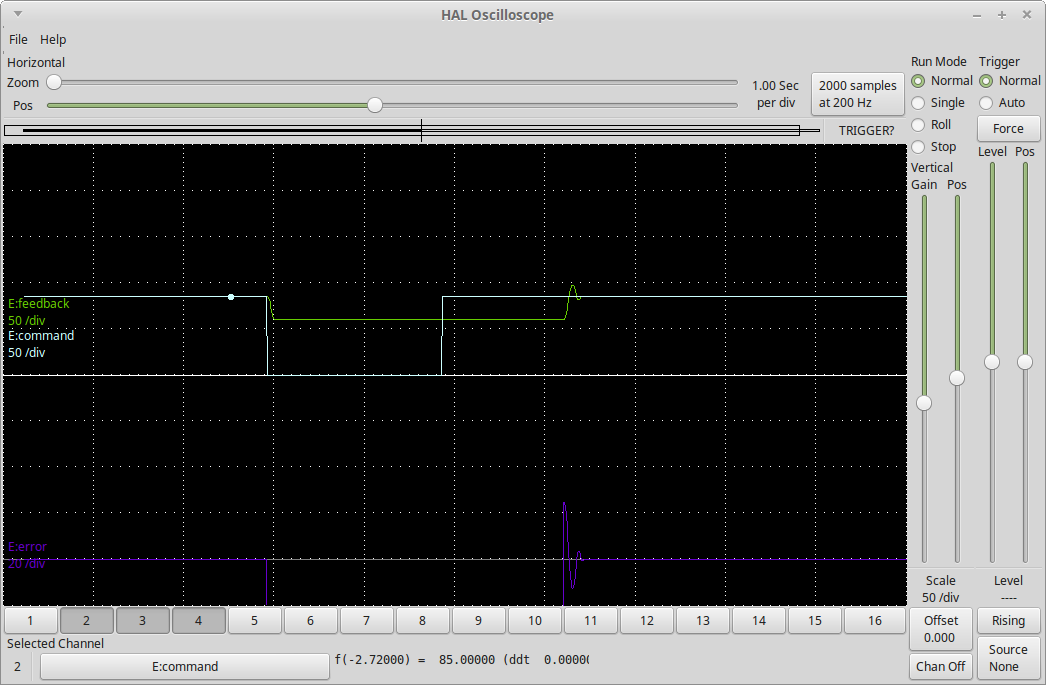
Well, I got the external offset PID control working beautifully!
Dewey has been a fantastic help and with his input, you can see the green line (torch voltage) is quickly pulled down to the setpoint of 85 volts (white line). So stoked. So its onward and upwards from here. What a relief after the hundreds of hours working on this software config.
Dewey suggested that the OFFSET_AV_RATIO should be set around 0.8-0.9 for plasma but this would leave only 10-20% velocity for touch off so it would be as slow as a snail...
I came up with a really cool trick. I was doubled the machine velocities and set the OFFSET_AV_RATIO = 0.5. So this meant that I had 100% of the machine's attention when controlling the Torch Height while the touchoff was also running at maximum speed.
After heaps of testing, I pushed the Z axis up to 110 mm/second but the acceleration settings were limited y the PID. Too quick and the signal became noisy and did not track the setpoint well.
So the trick to this plasma config is to tune your Z axis for maximum performance, create a modified ini file for the sim that reflects your hardware and then tune it to get best performance. Once happy with the way the sim performs, transfer the final sim settings back into your live config. In my case I was good to go!
Dewey has been a fantastic help and with his input, you can see the green line (torch voltage) is quickly pulled down to the setpoint of 85 volts (white line). So stoked. So its onward and upwards from here. What a relief after the hundreds of hours working on this software config.
Dewey suggested that the OFFSET_AV_RATIO should be set around 0.8-0.9 for plasma but this would leave only 10-20% velocity for touch off so it would be as slow as a snail...
I came up with a really cool trick. I was doubled the machine velocities and set the OFFSET_AV_RATIO = 0.5. So this meant that I had 100% of the machine's attention when controlling the Torch Height while the touchoff was also running at maximum speed.
After heaps of testing, I pushed the Z axis up to 110 mm/second but the acceleration settings were limited y the PID. Too quick and the signal became noisy and did not track the setpoint well.
So the trick to this plasma config is to tune your Z axis for maximum performance, create a modified ini file for the sim that reflects your hardware and then tune it to get best performance. Once happy with the way the sim performs, transfer the final sim settings back into your live config. In my case I was good to go!
Last edit: 20 Aug 2017 04:17 by rodw.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
24 Aug 2017 12:38 - 24 Aug 2017 12:38 #97962
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well some electrodes turned up and a my plasma cutter is back on line. I still have to improve the tuning. Here is one of a few screen dumps I took today. I've marked where the THC is turned on
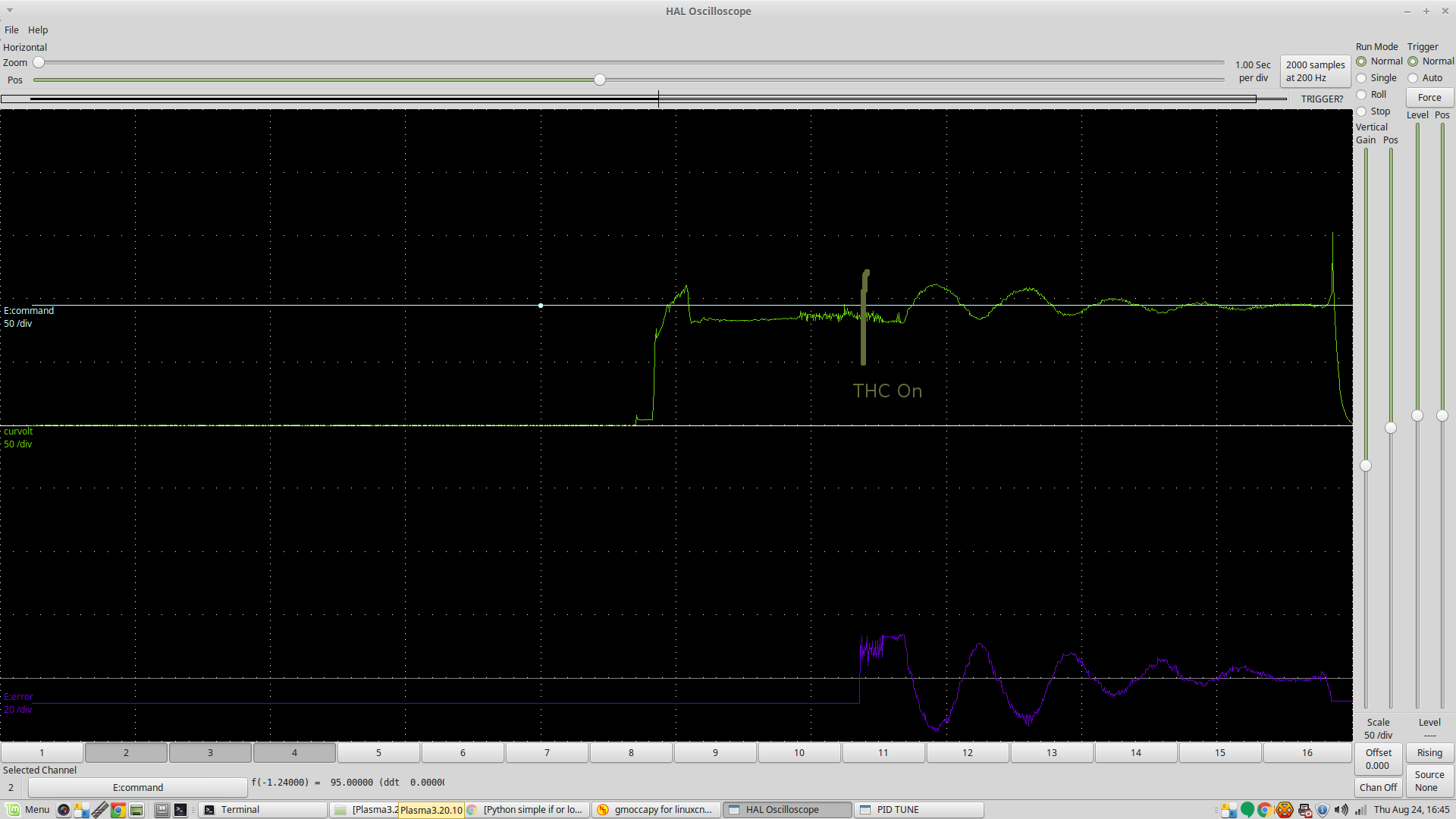
This is probably a bit more representative of what we want as the torch did not start on the commanded volts this time. There is a bit of overshoot and then it seems to settle down after about 2 seconds. I've got plenty more fiddling to do. I have not tried cutting up and down ramps or anything yet but on one cit the material was quite warped (probably enough for the tip to hit the plate and I ended up with quite a nice cut. I wasn't actually watching the torch, but it must have followed the contour.
One thing I have learnt is that my kerf crossing component needs work as it will crash dive if you run over a void!
This is probably a bit more representative of what we want as the torch did not start on the commanded volts this time. There is a bit of overshoot and then it seems to settle down after about 2 seconds. I've got plenty more fiddling to do. I have not tried cutting up and down ramps or anything yet but on one cit the material was quite warped (probably enough for the tip to hit the plate and I ended up with quite a nice cut. I wasn't actually watching the torch, but it must have followed the contour.
One thing I have learnt is that my kerf crossing component needs work as it will crash dive if you run over a void!
Last edit: 24 Aug 2017 12:38 by rodw.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
26 Aug 2017 06:56 #98036
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Well, enough of the theory and short test cuts to log results, time to cut a real part. I had to work out how to get sheetcam to centre drill holes first.
Watch the nut at the top of the ballscrew working hard to keep the torch at the correct height. I'm very happy!
Many thanks to Dewey for his off forum guidance and for writing the external offset branch in the first place.
I'm happy with the final outcome and I thought that was OK. If anyone has any feedback on how busy the z axis is, please chime in.
We are cutting 2mm plate steel at 1900 mm /min, 1.75 mm cut height
Watch the nut at the top of the ballscrew working hard to keep the torch at the correct height. I'm very happy!
Many thanks to Dewey for his off forum guidance and for writing the external offset branch in the first place.
I'm happy with the final outcome and I thought that was OK. If anyone has any feedback on how busy the z axis is, please chime in.
We are cutting 2mm plate steel at 1900 mm /min, 1.75 mm cut height
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4643
29 Aug 2017 00:04 #98117
by andypugh
Replied by andypugh on topic Rods "Spaceship" Scratch built Plasma Cutter build
I wonder if the Z is running from one side of some backlash to another? Possibly not mechanical backlash, what is the voltage resolution.
It reminds me of driving our old fire engine, where you tend to move the steering fast through the slop to tap on one side or the other to nudge the wheels slightly.
It reminds me of driving our old fire engine, where you tend to move the steering fast through the slop to tap on one side or the other to nudge the wheels slightly.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
30 Aug 2017 12:04 - 30 Aug 2017 12:07 #98195
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Andy, sorry to seem rude, I did reply to your post but it seems to have disappeared. I did get to the bottom of this. It was Dewey! There was one setting in his eoffset_pid sim that needed to be converted from inches to miiletres. I've updated my settings accordingly and in the sim, it seems to be absolutely perfect. The only problem is that my plasma cutter is refusing to give me an ArcOK so I have not been able to gloat triumphantly about Dewey's external offsets.
Anyway, on a brighter note, the first commercial parts cut on my plasma cutter powder coated and ready to go

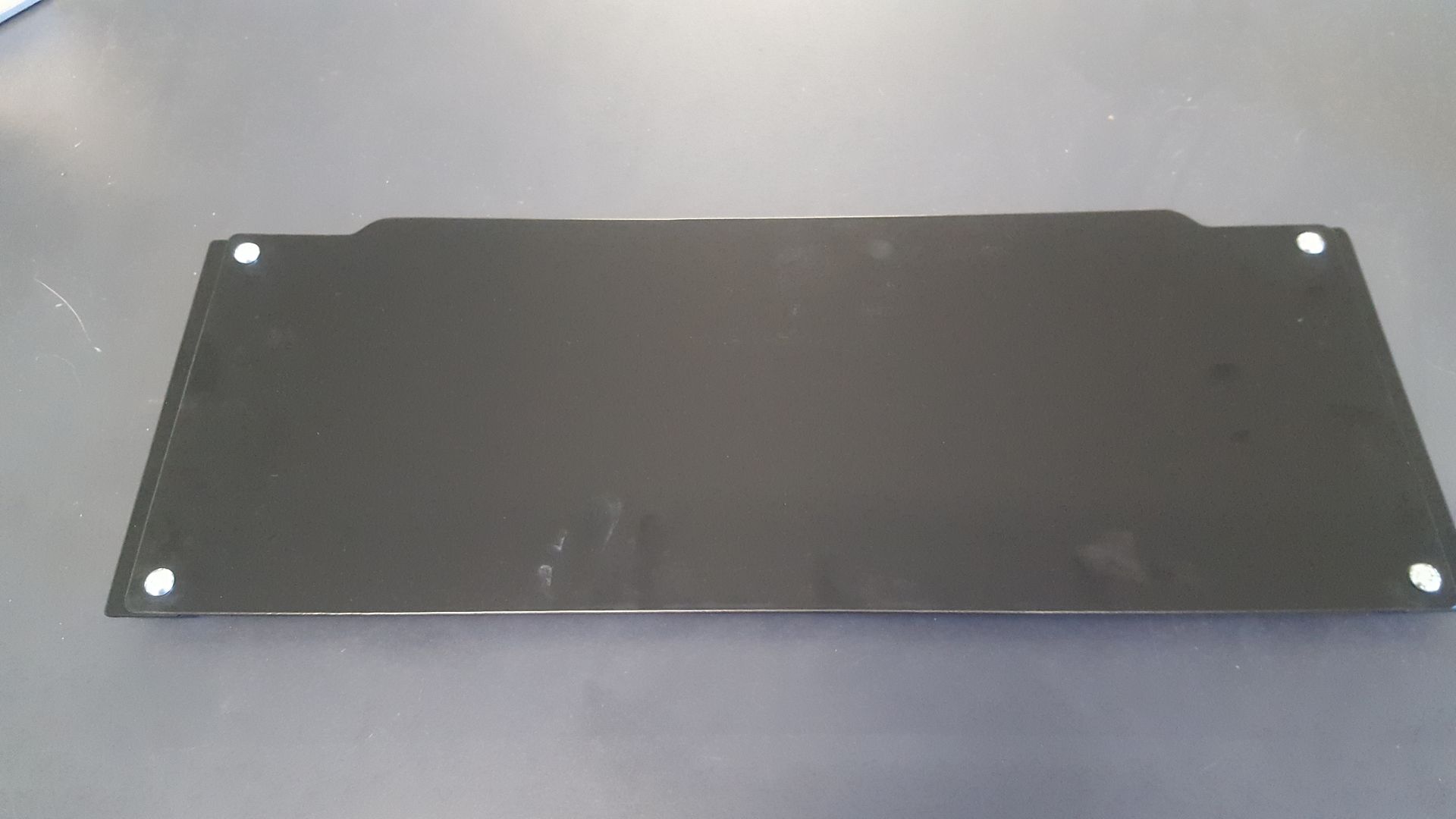
This is an infill plate on a bullbar that is used if a winch is not fitted to enclose the hole for the winch.
Anyway, on a brighter note, the first commercial parts cut on my plasma cutter powder coated and ready to go
This is an infill plate on a bullbar that is used if a winch is not fitted to enclose the hole for the winch.
Last edit: 30 Aug 2017 12:07 by rodw.
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
10 Sep 2017 07:47 #98757
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
well, I've been pretty quiet on this thread for a while due some setbacks due to noise and an inability to get a functioning ArcOK out of the machine.
My friend Chris donated a very spaceship looking star ground point. I drille dout the centre stud, drilled and tapped the table leg and bolted it on top of the plasma earth lead with an M6 Bolt
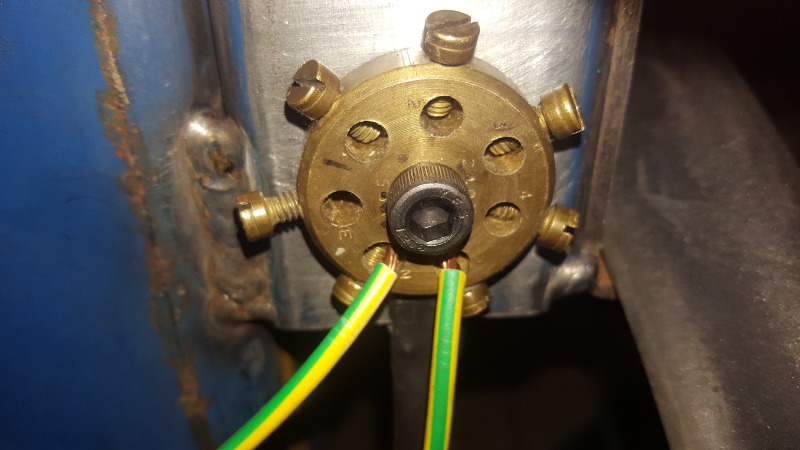
According to Hypertherm, I've got quite a few more earth grounding wires to run but so far, I've grounded the gantry motors, the plasma machine and also attached it to an external electrical earth peg. It did seem to reduce the electrical noise quite significantly.
I did get a couple of test runs in but have made no attempt to tune the PID loop. At least its oscillating around the setpoint (rather violently though). I'm sure I'll be able to smooth this out with a bit of tuning.
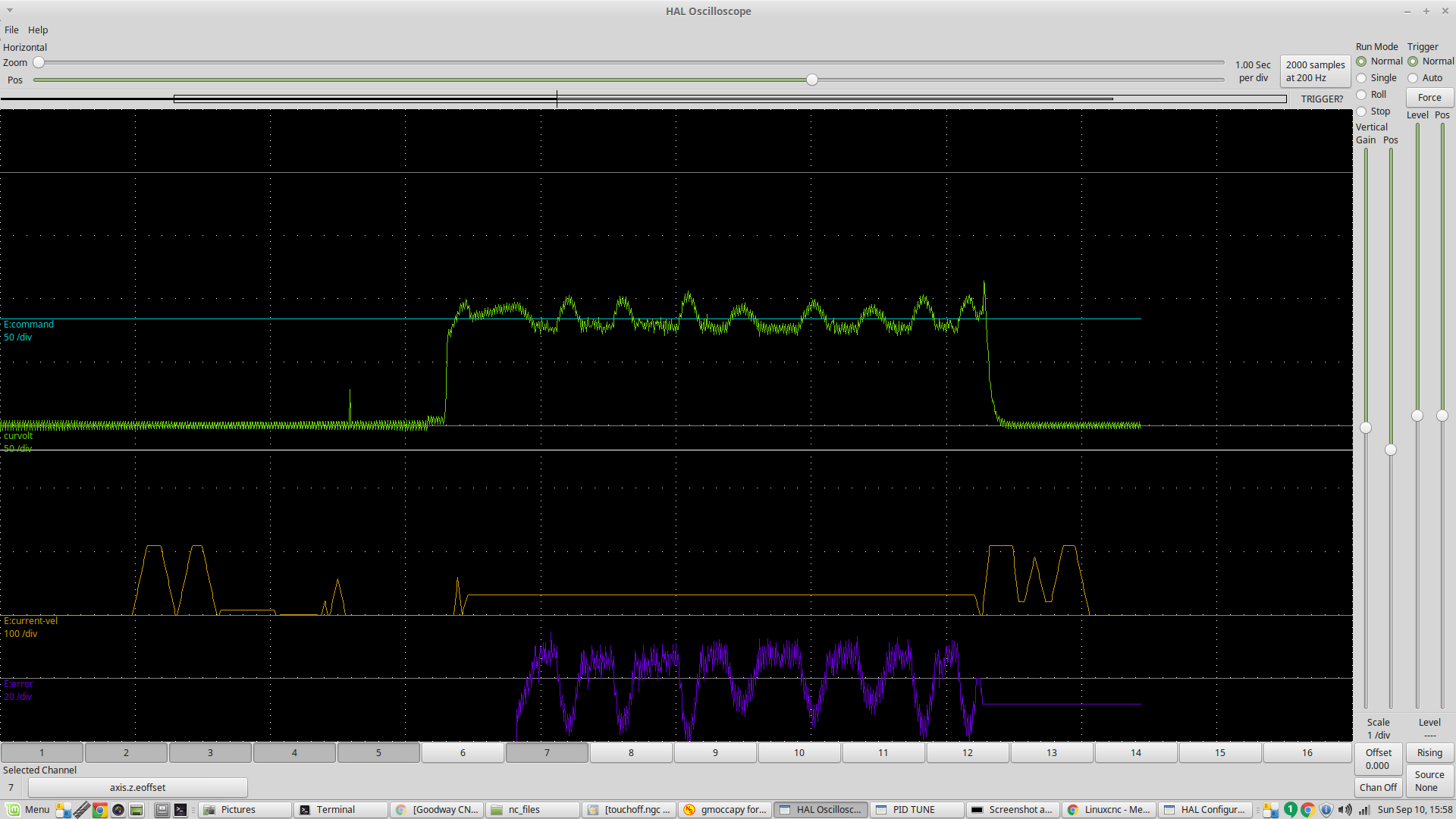
Any pointers about PID tuning would be appreciated at this point.
I also had a visit yesterday from a forum member (another Chris) who wanted to see how I was using the Mesa 7i76e. Chris is building a very cool looking servo driven mini gantry mill that will use the 7i76e. I never did get his forum name so Chris if you are watching, own up now")
My friend Chris donated a very spaceship looking star ground point. I drille dout the centre stud, drilled and tapped the table leg and bolted it on top of the plasma earth lead with an M6 Bolt
According to Hypertherm, I've got quite a few more earth grounding wires to run but so far, I've grounded the gantry motors, the plasma machine and also attached it to an external electrical earth peg. It did seem to reduce the electrical noise quite significantly.
I did get a couple of test runs in but have made no attempt to tune the PID loop. At least its oscillating around the setpoint (rather violently though). I'm sure I'll be able to smooth this out with a bit of tuning.
Any pointers about PID tuning would be appreciated at this point.
I also had a visit yesterday from a forum member (another Chris) who wanted to see how I was using the Mesa 7i76e. Chris is building a very cool looking servo driven mini gantry mill that will use the 7i76e. I never did get his forum name so Chris if you are watching, own up now
Please Log in or Create an account to join the conversation.
- Mckinleyrb
- Offline
- New Member
-

Less
More
- Posts: 1
- Thank you received: 0
22 Sep 2017 22:56 #99291
by Mckinleyrb
Replied by Mckinleyrb on topic Rods "Spaceship" Scratch built Plasma Cutter build
I am in the process of building a plasma table and have completed the mechanical part of the build and have the XYZ motion working with Mach4 and pmdx board, but there is no good plasma screens available that don't require spending $1000 on the hardware. I am looking at switching to LinuxCNC and using the Mesa 7i76 and THCAD. How difficult is it to go this route if I have zero experience with programming, and have never used LinuxCNC before? Am I going to need to spend a few months learning how to write code?
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 12032
- Thank you received: 4106
23 Sep 2017 10:47 #99317
by rodw
Replied by rodw on topic Rods "Spaceship" Scratch built Plasma Cutter build
Plasma is definitely not trivial but in my build I have really pushed the envelope to learn as much as I can about the mesa hardware and Linuxcnc. Youndo not need to spend up big on hardware.
I posted a suggested way forwrd for scubawarm recently. Let me see if I can find it....
I posted a suggested way forwrd for scubawarm recently. Let me see if I can find it....
Please Log in or Create an account to join the conversation.
Time to create page: 0.390 seconds