TCP 5-axis kinematics
- akg1904
- Offline
- Premium Member
-

- Posts: 104
- Thank you received: 4
I tried to mess with z-axis by giving different offsets(as per the guide) but nothing seems to be working.
As I jogged A-axis the ideal case should have been that my Z-axis follows A-axis at the same specified equidistant, but my Z- axis is not following A-axis and instead move further away from it.
Do anyone have any idea how to move forward in solving this issue
Regards
Abhishek
Please Log in or Create an account to join the conversation.
- Aciera
-

- Away
- Administrator
-

- Posts: 4762
- Thank you received: 2135
Anybody trying to help would need to know:
- what does your machine setup look like? (a picture would give a general idea).
- what are the physical offsets in the rotary assembly (ie dy,dz) and in which direction are they measured (from the rotary face to the rotation-point or the other way around)?
- where do you have the machine reference point (home position), is it in the center of the c rotary table or in the rotation-point or elsewhere?
- what do your current ini and hal files look like?
Please Log in or Create an account to join the conversation.
- akg1904
- Offline
- Premium Member
-
- Posts: 104
- Thank you received: 4
Thanks for the reply.
Point1:-
Here is a picture from the front of the machine:
ibb.co/4s86kGv
And this is a illustration of how the Lateral and Rotational Movement are seen from the front:
ibb.co/rZSBm4J
Point2:-
So from what I understand, the only offset is dz and that is 29.70 mm. (the bed rotates at the intersection of the x and y axis with no offset and the bed is elevated 29.70 mm above the a axis rotational point.
Point3:-
My machine reference point (home position) is in the center of C-Rotary Table with the z axis home position at the top. ie. z0 is at the top and when the tool touches the bed it is a negative value.
Point4:-
To correct the axis movements some joint have a negative scale value to invert the motion.
Regards
Abhishek
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4762
- Thank you received: 2135
I don't have a 5axis machine so maybe you can explain something I have generally wondered about:
I notice that your joint HOME values in the ini file are all zero. Also your 'rot-point' values are all zero. Are you sure that your machine home position is located exactly in the center of the rotary C table? If you home the machine and you position a dial indicator on the center of the rotary C is the absolute coordinate position (G53) really (0,0,0)?
I just have difficulty to believe that a machine builder would go through the trouble of setting the machine up in a way that it homes the x,y,z joint so that it EXACTLY coincides with the center face of the rotary C table. I would expect there to be a parameter setting in the machine controller that can be used to calibrate the position of the rotary assembly in the machine.
[edit]
I notice you use absolute encoders, does the signal come from the drive or the encoder itself?
Also by how much is the A axis tracking off ( just a little or way out)?
Please Log in or Create an account to join the conversation.
- akg1904
- Offline
- Premium Member
-
- Posts: 104
- Thank you received: 4
Yes, this machine does use absolute encoders, the signal comes from the encoder itself.
So the rot-point values I haven't changed at all, should I?
If I give 'G53 X0 Y0 Z0 A0 C0' then the X, Y moves and A and C axis rotates so that the spindle is perpendicular to the bed (C-axis). The spindle is at a height of 215mm above the center of C axis.
If I had to get the spindle to touch the center of the bed (without a tool) I would give the command 'G53 X0 Y0 Z-215'?
So I'm sharing a video demonstrating the behavior of TCP when I jog the a-axis clockwise and anti clockwise:
share-me.video/video/afm0SUWVEc2Fgm6fgZ9...HQp5wkDMt12V3nfJRUxs
The problem is more that the Z-axis seems to be moving in the opposite direction more than the tracking being off.
Regards
Abhishek
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4762
- Thank you received: 2135
This is from the file xyzac-trt.txt as found in the folder 'configs/sim/axis/vismach/5axis/table-rotary-tilting':
So in your case you would need to set 'xyzac-trt-kins-z-rot-point' to -215. Really I would suggest to put a dial indicator in the spindle and probe the face center of your rotary c and put the found absolute coordinates into the (x,y,z)-rot-point settings.Hal Input pins:
xyzac-trt-kins.x-rot-point
xyzac-trt-kins.y-rot-point
xyzac-trt-kins.z-rot-point
X, Y and Z rot-point pins represent the
offsets of the center of rotation of the C axis
relative to the machine absolute zero
Please Log in or Create an account to join the conversation.
- akg1904
- Offline
- Premium Member
-
- Posts: 104
- Thank you received: 4
Thank you so much, it now seems to be working much much much more like how its supposed to haha.
But now I have another doubt.

The Z-axis is moving correctly as you can see in this video.
share-me.video/video/2w89jeZMNxtPSMUP5FT...MN6DRxcpXd3bBT3Cx2CA
But this is assuming that the component is level with the bed...
Now how do I get it to follow when a component is mounted on a fixture. I mean the Y axis doesn't seem to compensate enough right now....
P.s. yes ofcourse I will surely use a dial indicator when fine tuning the configurations

Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4762
- Thank you received: 2135
[edit]
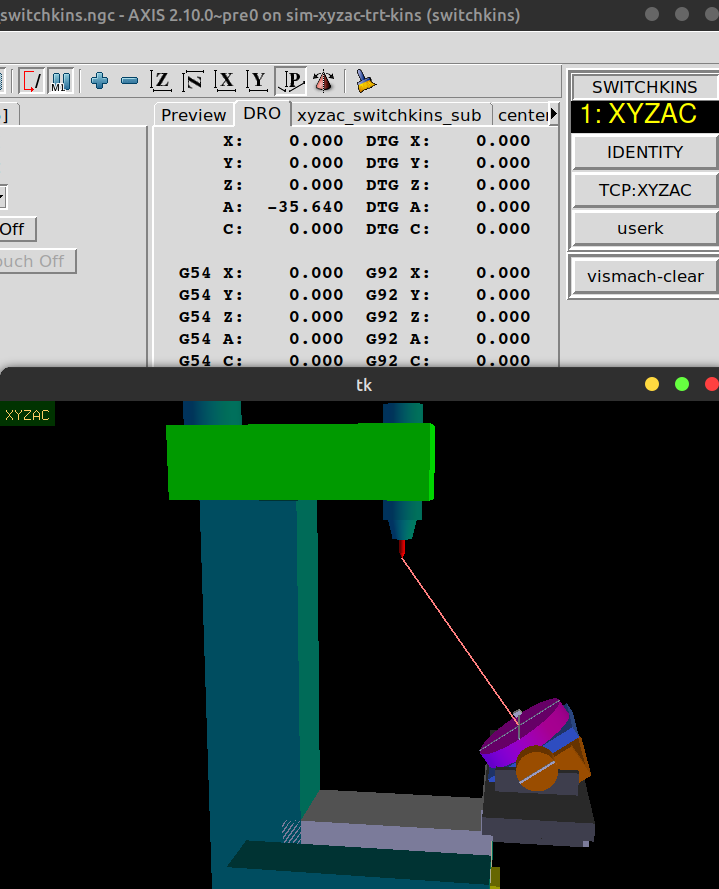
I just changed the 'xyzac-trt' sim config to a machine that homes 215mm above the center of the rotary c table and it seems to be working fine with these settings in the ini file:
HALCMD = sets :y-offset 0
HALCMD = sets :z-offset -29.70
# not currently supported by xyzac-trt-gui:
HALCMD = setp xyzac-trt-kins.x-rot-point 0
HALCMD = setp xyzac-trt-kins.y-rot-point 0
HALCMD = setp xyzac-trt-kins.z-rot-point -215So I'm not sure what's going on in your configuration.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4762
- Thank you received: 2135
Attachments:
Please Log in or Create an account to join the conversation.
- akg1904
- Offline
- Premium Member
-
- Posts: 104
- Thank you received: 4
share-me.video/video/yWIw9ESuXrIFjNeZHlb...vjHCGjgxgOUg5JAwmlKP
Any other suggestions to fix this problem
Please Log in or Create an account to join the conversation.