Schaublin 125-CNC retrofit.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17954
- Thank you received: 5261
07 Mar 2021 20:29 - 07 Mar 2021 20:30 #201353
by PCW
I do have them on some boards but sometimes these connections are used for other purposes
(non-sserial devices so a straight through cable could not be used anyway)
The connector cost is about the same
BTW you would only "butcher" 2 cables ( by cutting them in 1/2 )
Replied by PCW on topic Schaublin 125-CNC retrofit.
Thanks, save €65 verse butcher 4 Cat 6 cables, pretty good deal, thanks.
Just wondering, by why not just put RJ45 sockets on all the boards which have RS-422 ports? They'd be cheaper than the plug in screw connections, easier to to fab, and easier for the user to integrate.
Mark
I do have them on some boards but sometimes these connections are used for other purposes
(non-sserial devices so a straight through cable could not be used anyway)
The connector cost is about the same
BTW you would only "butcher" 2 cables ( by cutting them in 1/2 )
Last edit: 07 Mar 2021 20:30 by PCW.
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-
Less
More
- Posts: 21692
- Thank you received: 7414
07 Mar 2021 21:32 #201365
by tommylight

Replied by tommylight on topic Schaublin 125-CNC retrofit.
To prevent people like me plugging in the network cable and wondering why there is no link to starlink satellites!
Just wondering, by why not just put RJ45 sockets on all the boards which have RS-422 ports?
The following user(s) said Thank You: DoWerna
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1627
- Thank you received: 595
07 Mar 2021 22:47 #201380
by RotarySMP
You know I would have been dumb enough to buy 4 short cables, rather than two longer ones. :-/
Mark
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
BTW you would only "butcher" 2 cables ( by cutting them in 1/2 )
You know I would have been dumb enough to buy 4 short cables, rather than two longer ones. :-/
Mark
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17954
- Thank you received: 5261
08 Mar 2021 02:17 #201386
by PCW
Replied by PCW on topic Schaublin 125-CNC retrofit.
I cut a few connectors off the ends of patch cables before the light bulb went on...
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
08 Mar 2021 15:54 - 08 Mar 2021 16:10 #201440
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
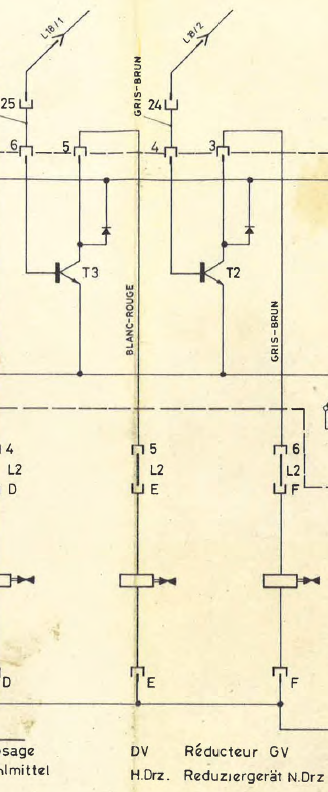
The Schaublin spindle control used:
- 5 big 3-Phase contactors to control star-delta starting, the Dahlander switch between 4 and 6 pole winding, and reversing.

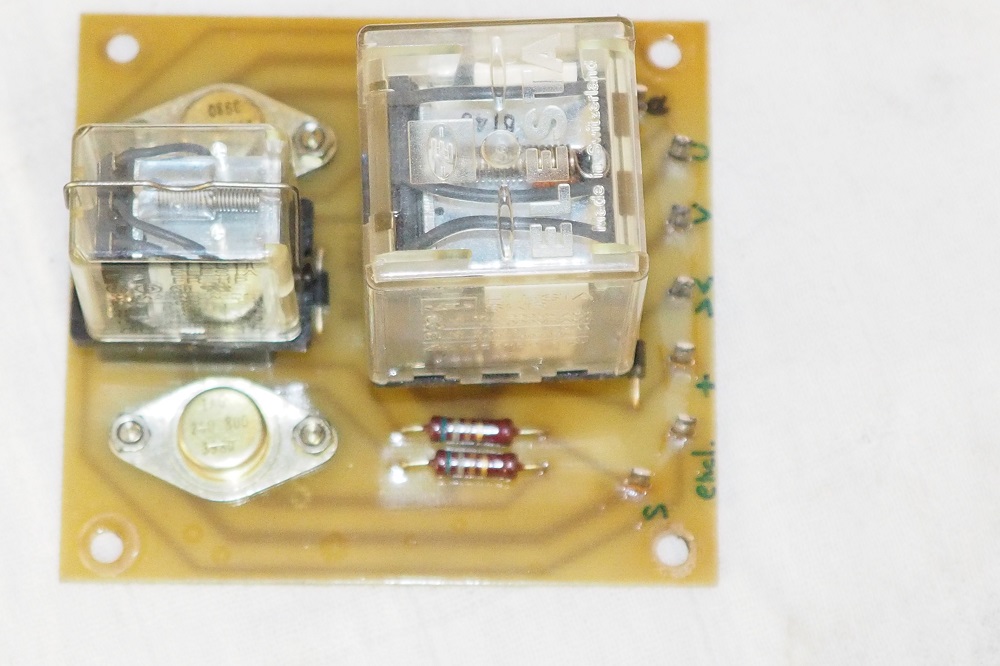
- CNC control of the Variator through transister relay widgets to control the little 3Phase motor in either direction, with end stop feedback
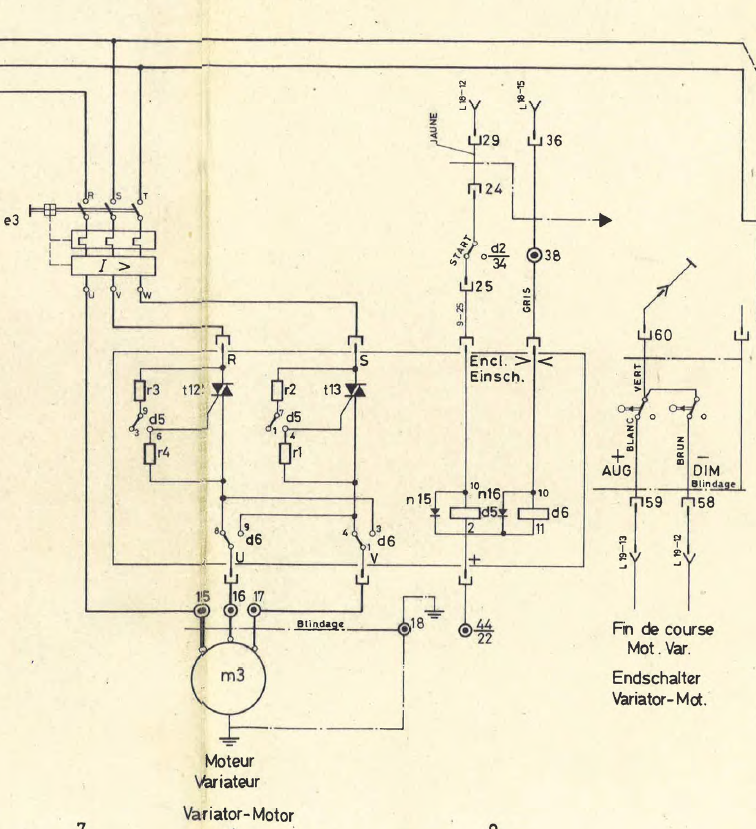

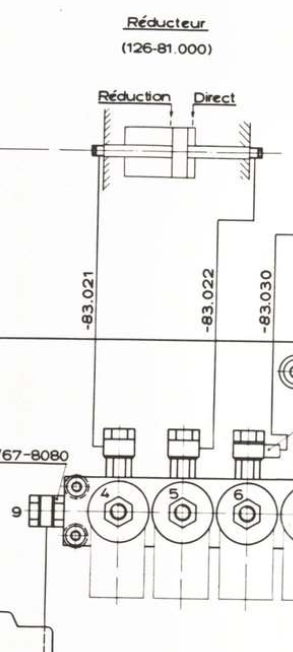
- Pneumatic control of the back gear to switch between 1:1 or 1:6.5 ratios.
The contactors are pretty huge. I am tempted to replace 4 of them with a 3KW VFD, keeping only one contactor for E-Stop. At that point I could just set the variator at some mid setting, and do all speed changes with the VFD and back gear. However, the variator provides than nice torque multiplying, and when matched to the VFD would also open up lower speeds than the 48RPM which was standard. Since the variator is already there, already wired up, and takes only two input and two output pins, I would seem a shame not to keep it.
How would you do the speed control? If I do this, I'll probably need to modify Andy's two speed comp.
How would you program this? Based on selected speed, compared with current speed, first switch gear, then adjust variator and only finally adjust VFD speed command? When in CSS mode, do not adjust back gear, but follow speed command with variator till the limit and then adjust VFD speed command?
Mark
- 5 big 3-Phase contactors to control star-delta starting, the Dahlander switch between 4 and 6 pole winding, and reversing.
- CNC control of the Variator through transister relay widgets to control the little 3Phase motor in either direction, with end stop feedback
- Pneumatic control of the back gear to switch between 1:1 or 1:6.5 ratios.
The contactors are pretty huge. I am tempted to replace 4 of them with a 3KW VFD, keeping only one contactor for E-Stop. At that point I could just set the variator at some mid setting, and do all speed changes with the VFD and back gear. However, the variator provides than nice torque multiplying, and when matched to the VFD would also open up lower speeds than the 48RPM which was standard. Since the variator is already there, already wired up, and takes only two input and two output pins, I would seem a shame not to keep it.
How would you do the speed control? If I do this, I'll probably need to modify Andy's two speed comp.
How would you program this? Based on selected speed, compared with current speed, first switch gear, then adjust variator and only finally adjust VFD speed command? When in CSS mode, do not adjust back gear, but follow speed command with variator till the limit and then adjust VFD speed command?
Mark
Attachments:
Last edit: 08 Mar 2021 16:10 by RotarySMP.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
08 Mar 2021 16:05 #201441
by andypugh
Replied by andypugh on topic Schaublin 125-CNC retrofit.
Do you have real three phase? You probably want to keep the Dahlander changeover anyway, but if you have real 3-phase then you don't need a VFD.
Stock you basically have 4 variable speed ranges. You could consider on-the-fly switching the Dahlander, but I wouldn't fancy doing that with the gearbox unless it uses friction clutches. I am also not sure that I would fancy doing that with a VFD. Or, rather, I am not sure that the VFD would enjoy it.
I think that some VFDs can switch between motor parameters on the basis of inputs. Or you could re-program it on the fly with modbus.
I would probably look at swapping the little 3-phase variator motor for a stepper. Though I guess you could use a reversing contactor + capacitor and a PID + WCOMP in HAL to run it. Or a little VFD, but that seems extravagant.
Stock you basically have 4 variable speed ranges. You could consider on-the-fly switching the Dahlander, but I wouldn't fancy doing that with the gearbox unless it uses friction clutches. I am also not sure that I would fancy doing that with a VFD. Or, rather, I am not sure that the VFD would enjoy it.
I think that some VFDs can switch between motor parameters on the basis of inputs. Or you could re-program it on the fly with modbus.
I would probably look at swapping the little 3-phase variator motor for a stepper. Though I guess you could use a reversing contactor + capacitor and a PID + WCOMP in HAL to run it. Or a little VFD, but that seems extravagant.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
08 Mar 2021 16:08 #201442
by andypugh
Replied by andypugh on topic Schaublin 125-CNC retrofit.
Actually, when the spindle is running you can probably run the change-speed motor from the spindle motor 3-phase if using a VFD for that. We have a cylindrical grinder that runs pump, spindle and headstock motors quite happily from one VFD. The hydraulic pump is permanently-connected and the other are switched in and out by contactors. It's unconventional but has run for decades like that.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
08 Mar 2021 16:10 #201443
by andypugh
Replied by andypugh on topic Schaublin 125-CNC retrofit.
+
On my lathe the coolant pump runs from an SSR which switches-in both the live and live-via-a-capacitor to make an approximate 3-phase good enough to run a pump.
On my lathe the coolant pump runs from an SSR which switches-in both the live and live-via-a-capacitor to make an approximate 3-phase good enough to run a pump.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
08 Mar 2021 16:47 - 08 Mar 2021 17:24 #201444
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
I appreciate your feedback Andy. Please let me bounce my ideas here. Might well be crap ")
Good thing about the net here in Austria. I even had real three phase in the third floor inner city apartment we used to be in. The oven was on it. Here I have two 3 Ph circuits with 16A breakers and ground fault interupters on them. One has the oven on it, the other one feeds the basement 3 Ph ciruit with the Maho, Drill, Boley and Clarkson. There is a separate 3Ph line coming straight into the basement from the pillar box, with its own CB out there, which just runs the ground water pump for watering. I don't need the VFD for 3 Ph. So there would be nothing to gain by putting the little variator speed change motor onto the VFD output.
Why change anything about the variator control? That little variator control widget from Schaublin is a little stand alone board, so it can go back in.
Then I can just give it speed up or slow down commands via two 24V output pins from the 7i84 until it either reaches the target speed, or triggers the high or low end stop. There is an encoder on the main spindle, so I have feedback there. If a variator end stop triggers, then the VFD frequency could be modified to finish the rest of the speed change (either faster or slower as required, with reason).
Four contactors together is about the size of a 3kW 3-ph VFD, but the VFD doesnt need all the wiring between the contactors so it takes up less total space, doesn't need the filters on the output lines, has much simpler control wiring, doesn't need as many 7i84 outputs, doesn't need the Dahlander windings connected (if I understand correctly as the 750W in 6 Pole mode is about what the VFD would outplut at 25Hz on the 4 Pole windings.)
Mark
Good thing about the net here in Austria. I even had real three phase in the third floor inner city apartment we used to be in. The oven was on it. Here I have two 3 Ph circuits with 16A breakers and ground fault interupters on them. One has the oven on it, the other one feeds the basement 3 Ph ciruit with the Maho, Drill, Boley and Clarkson. There is a separate 3Ph line coming straight into the basement from the pillar box, with its own CB out there, which just runs the ground water pump for watering. I don't need the VFD for 3 Ph. So there would be nothing to gain by putting the little variator speed change motor onto the VFD output.
Why change anything about the variator control? That little variator control widget from Schaublin is a little stand alone board, so it can go back in.
Then I can just give it speed up or slow down commands via two 24V output pins from the 7i84 until it either reaches the target speed, or triggers the high or low end stop. There is an encoder on the main spindle, so I have feedback there. If a variator end stop triggers, then the VFD frequency could be modified to finish the rest of the speed change (either faster or slower as required, with reason).
Four contactors together is about the size of a 3kW 3-ph VFD, but the VFD doesnt need all the wiring between the contactors so it takes up less total space, doesn't need the filters on the output lines, has much simpler control wiring, doesn't need as many 7i84 outputs, doesn't need the Dahlander windings connected (if I understand correctly as the 750W in 6 Pole mode is about what the VFD would outplut at 25Hz on the 4 Pole windings.)
Mark
Attachments:
Last edit: 08 Mar 2021 17:24 by RotarySMP.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
08 Mar 2021 18:22 #201456
by andypugh
The motor presumably moves at a fixed speed. Which means that if you are running angled cuts in CSS mode it will be pulsing on and off. That might be OK, but a motor that can run at a variable speed might work better.
Presumably the original control in CSS mode set the speed at the start of each cut and left it constant throughout?
Replied by andypugh on topic Schaublin 125-CNC retrofit.
Why change anything about the variator control? That little variator control widget from Schaublin is a little stand alone board, so it can go back in.
The motor presumably moves at a fixed speed. Which means that if you are running angled cuts in CSS mode it will be pulsing on and off. That might be OK, but a motor that can run at a variable speed might work better.
Presumably the original control in CSS mode set the speed at the start of each cut and left it constant throughout?
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.313 seconds