Schaublin 125-CNC retrofit.
- anfänger
-

- Offline
- Platinum Member
-

- Posts: 627
- Thank you received: 256
But maybe this is my thinking this way you could provide the Cards with logic power and test something without having field power.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
- Posts: 1627
- Thank you received: 595
I am still wading through options. If I use Lichuan A2 AC Servo drivers, they offer Step/Dir, Analog or RS-485 with Modbus, and seem to have a good manual:
servo.xlichuan.com/Private/ProductFiles/...6753446713131150.pdf
Q1/ Can you daisy chain two drives to a MESA 7i89's single RS-485 port?
If so then it should be possible to use the modbus MB2.HAL component to address the separate drives and output velocity commands to them.
Q2/ I was looking at the MB2.HAL comp documentation, am usure whether whether the drives internal parameters would show up automatically as HAL pins, or whether an addition hal COMP would be required to create the HAL pins necessary to control the drive?
Q3/ Also in the drive itself,
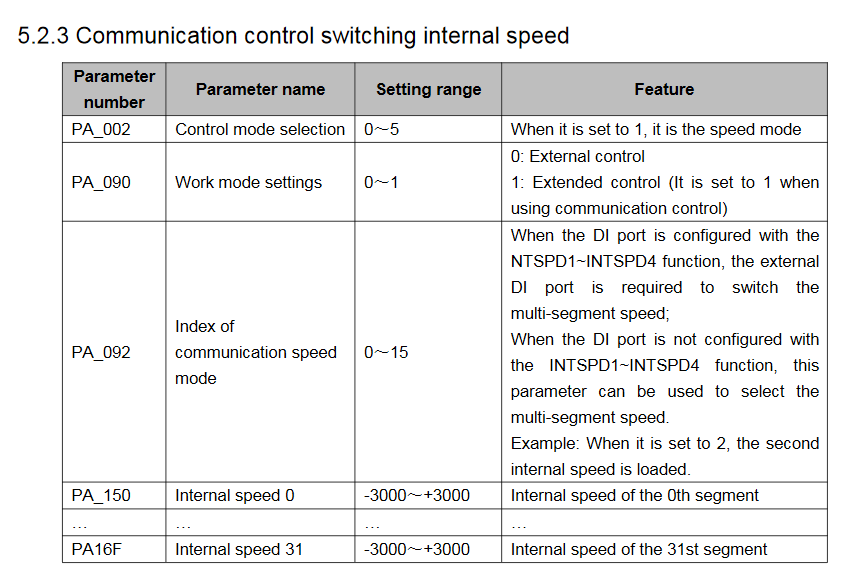
...it is not clear whether it is only able to select one of 16 predefined speeds via modbus, or whether you can do servo control by selecting preset speed 1 (PA_092 = 0) , and then netting PA_150 to the LinuxCNC commanded speed, and thus altering it at theservo thread rate?
Q/4 or is there a good reason to just use a 7i83, and output the linuxCNC velocity commands as analog signals?
If RS-485 speed control works, then drives pass through encoder signals would be wired back to LinuxCNC for it to close the postion loop.
Mark
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19875
- Thank you received: 4642
The separate DIN rail supplies have advantages, the DC-DC converters are just cheaper and a _lot_ more space-efficient.
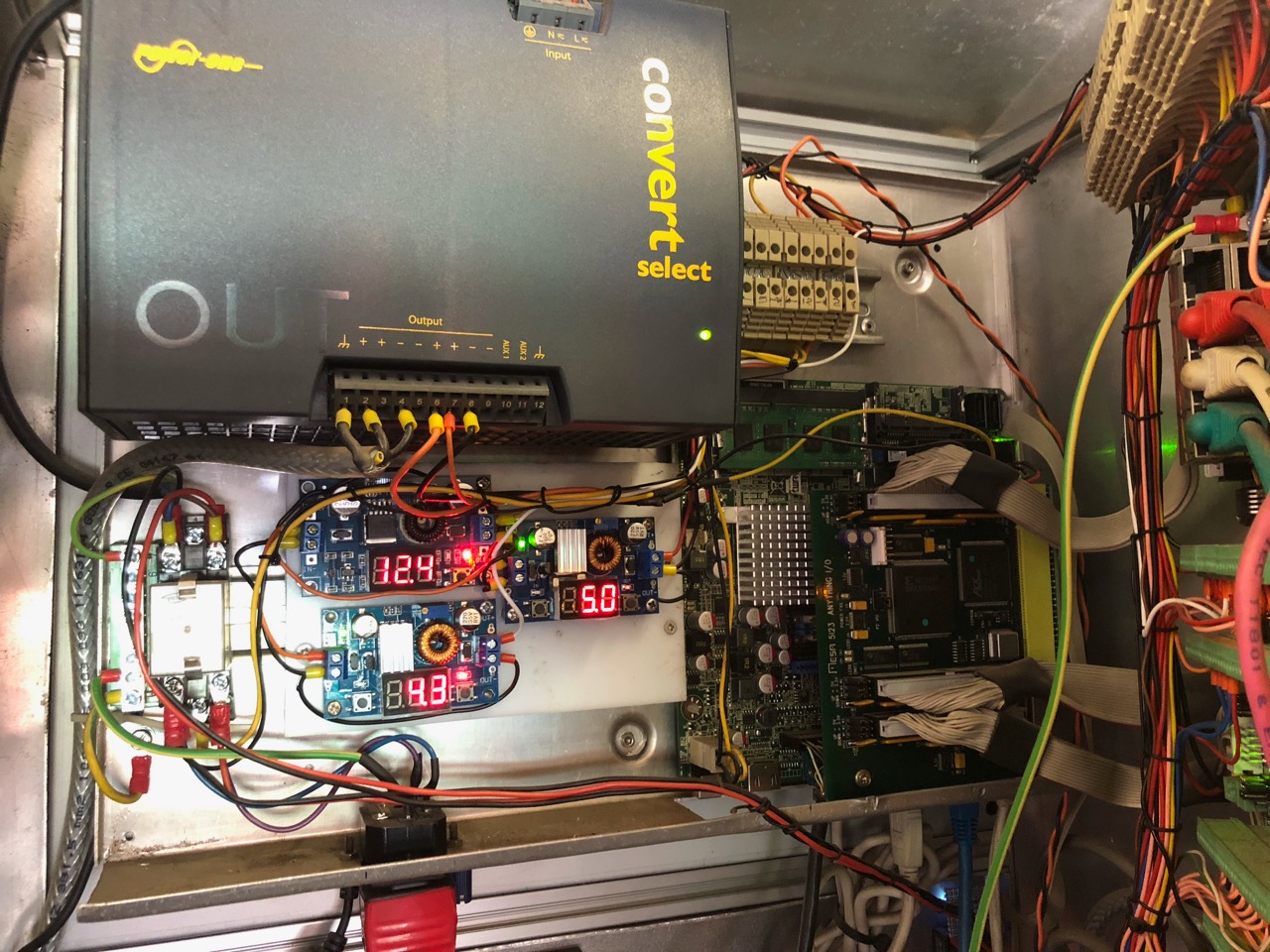
But then if you are not using a hulking great 800W 24V supply like I am, this might be less of an issue. (it was very cheap, £20)
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19875
- Thank you received: 4642
The separate DIN rail supplies have advantages, the DC-DC converters are just cheaper and a _lot_ more space-efficient.
I would suggest that if you don't use DC-DC converters that you look at fitting a cluster of LED voltmeters anyway, as they help work out what has gone wrong.
Please Log in or Create an account to join the conversation.
- db1981
- Offline
- Platinum Member
-
- Posts: 790
- Thank you received: 276
I'm not shure at the moment, but i think that normal modbus (not modbus rtu /ip) is not realtime capable. The mb2hal component you mentiond is an userspace function.
So i don't know if theres an use case for transmit cyclic velocity data for positioning in an servo thread.
I hope that someone else can give an explanation about the implementation with modbus under linuxcnc.
Please Log in or Create an account to join the conversation.
- anfänger
-
- Offline
- Platinum Member
-
- Posts: 627
- Thank you received: 256
I haven’t fired them up yet, so I can‘t tell you much more about them.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1627
- Thank you received: 595
800w 24VDC? CNC welder?
")
Mark
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19875
- Thank you received: 4642
800w 24VDC? CNC welder?
I might have misremembered. It might be only 500W (24.7V @ 20A). In any case, a bit of a bargain at £20 brand-new in box.
uk.rs-online.com/web/p/din-rail-power-supplies/4596533/
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1627
- Thank you received: 595
Please Log in or Create an account to join the conversation.
- Aciera
-

- Away
- Administrator
-

- Posts: 4737
- Thank you received: 2123
As far as I am aware there have been a few stabs at getting Modbus working in real time space using mesa cards but I don't think anything usable as come out of any of those. In my opinion Modbus is fine for configuration only.If so then it should be possible to use the modbus MB2.HAL component to address the separate drives and output velocity commands to them.
There are some videos out there that seem to be controlling the drives over modbus, altough not with Lcnc, but I'm sceptical.
If I wanted a serial interface to control my drives with Lcnc I would choose EtherCAT (or maybe SSCNET if I already had the drives and motors). That is what has been shown to work.
Please Log in or Create an account to join the conversation.