Emcoturn 120 lathe retrofit
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
10 Jul 2016 13:11 #77252
by andypugh
Replied by andypugh on topic Emcoturn 120 lathe retrofit
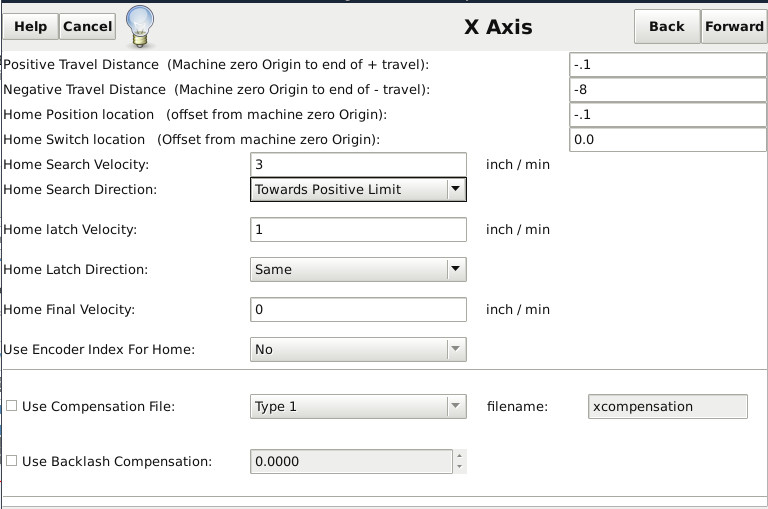
I would make X home switch 0, home position -0.1 and negative travel max -8 and positive travel max -0.1, I think.
(Because PnCConf won't let you change the home switch location)
(Because PnCConf won't let you change the home switch location)
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-

Less
More
- Posts: 216
- Thank you received: 1
10 Jul 2016 16:30 #77255
by LutzTD
like this?
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
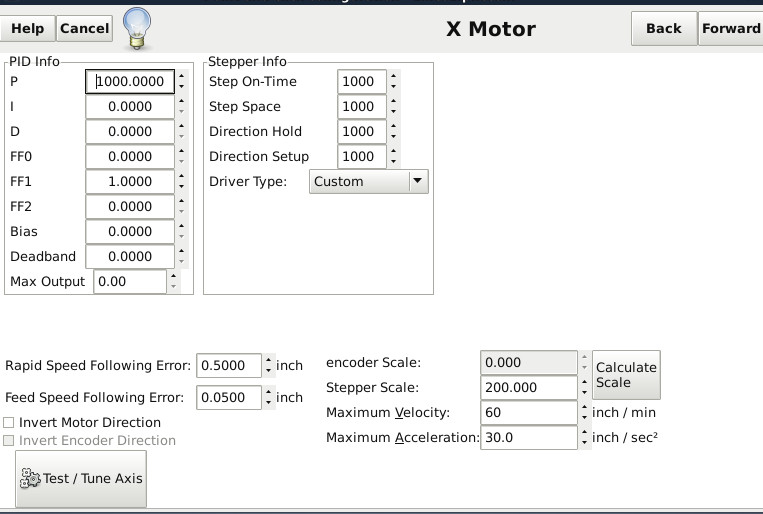
Set the P-gain to 1000.
In later versions the PID values are not alterable, but the P-Gain is fortunately set to the right value.
like this?
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-
Less
More
- Posts: 216
- Thank you received: 1
10 Jul 2016 16:35 #77256
by LutzTD
modified page
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
I would make X home switch 0, home position -0.1 and negative travel max -8 and positive travel max -0.1, I think.
(Because PnCConf won't let you change the home switch location)
modified page
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-
Less
More
- Posts: 216
- Thank you received: 1
10 Jul 2016 16:55 #77257
by LutzTD
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
I duplicated the x on the z with smaller axis length value
next window is the spindle
my encoder has an A channel, a B channel and an Index, 1800 pulses
I assume the direction is called by a pin, not by pos,neg voltage
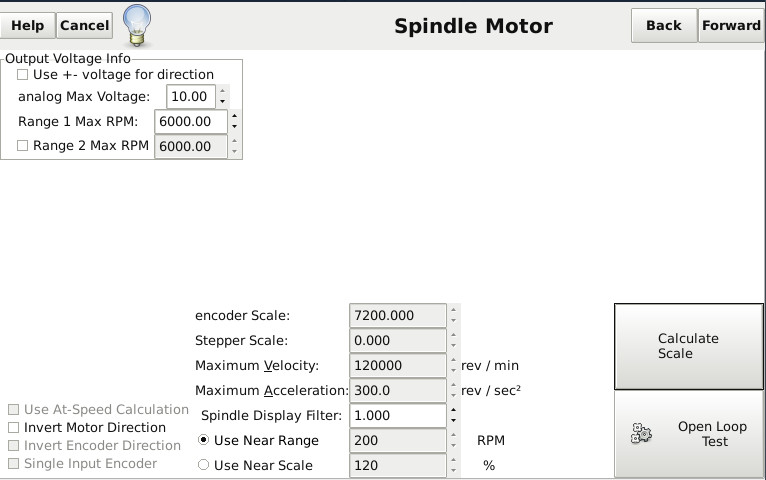
next window is the spindle
my encoder has an A channel, a B channel and an Index, 1800 pulses
I assume the direction is called by a pin, not by pos,neg voltage
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-
Less
More
- Posts: 216
- Thank you received: 1
10 Jul 2016 17:47 - 10 Jul 2016 17:48 #77258
by LutzTD
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
sorry repeat
Last edit: 10 Jul 2016 17:48 by LutzTD.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
10 Jul 2016 18:10 #77260
by andypugh
That seems wrong, and I thought that 8" cross-slide travel seemed a bit much for an Emco.
Z is saddle, X is cross-slide.
And both mills and lathes the Z axis runs along the axis of the spindle.
Replied by andypugh on topic Emcoturn 120 lathe retrofit
I duplicated the x on the z with smaller axis length value
That seems wrong, and I thought that 8" cross-slide travel seemed a bit much for an Emco.
Z is saddle, X is cross-slide.
And both mills and lathes the Z axis runs along the axis of the spindle.
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-
Less
More
- Posts: 216
- Thank you received: 1
10 Jul 2016 19:13 #77261
by LutzTD
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
yeah I had it backwards. I will fix it
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-
Less
More
- Posts: 216
- Thank you received: 1
14 Jul 2016 12:11 - 14 Jul 2016 12:12 #77435
by LutzTD
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
I was able to get the toolchanger working. over the past couple weeks its been quite a battle learning and implementing the programming to make the toolchanger turn on command T1 M6. I got that working 2 days ago. then spent another couple days getting it to work with buttons on GUI. But success last night.
Last edit: 14 Jul 2016 12:12 by LutzTD.
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-
Less
More
- Posts: 216
- Thank you received: 1
15 Jul 2016 01:03 #77472
by LutzTD
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
time to work on the spindle. hooked it up to my first guess and nothing. manual buttons NO, M3 NO. I am not sure if I have the VFD setup or wired correctly or if I have a program issue. so here are the culprits.
spindle section of HAL
spindle section of ini
will post VFD pages in a few minutes after I scan them
spindle section of HAL
# external input signals
# --- SPINDLE-MANUAL-CW ---
net spindle-manual-cw <= hm2_7i76e.0.gpio.017.in
# --- SPINDLE-MANUAL-CCW ---
net spindle-manual-ccw <= hm2_7i76e.0.gpio.018.in
# --- SPINDLE-MANUAL-STOP ---
net spindle-manual-stop <= hm2_7i76e.0.gpio.019.in
#*******************
# SPINDLE S
#*******************
setp pid.s.Pgain [SPINDLE_9]P
setp pid.s.Igain [SPINDLE_9]I
setp pid.s.Dgain [SPINDLE_9]D
setp pid.s.bias [SPINDLE_9]BIAS
setp pid.s.FF0 [SPINDLE_9]FF0
setp pid.s.FF1 [SPINDLE_9]FF1
setp pid.s.FF2 [SPINDLE_9]FF2
setp pid.s.deadband [SPINDLE_9]DEADBAND
setp pid.s.maxoutput [SPINDLE_9]MAX_OUTPUT
setp pid.s.error-previous-target true
net spindle-index-enable <=> pid.s.index-enable
net spindle-enable => pid.s.enable
net spindle-vel-cmd-rpm-abs => pid.s.command
net spindle-vel-fb-rpm-abs => pid.s.feedback
net spindle-output <= pid.s.output
# ---digital potentionmeter output signals/setup---
setp hm2_7i76e.0.7i76.0.0.spinout-minlim [SPINDLE_9]OUTPUT_MIN_LIMIT
setp hm2_7i76e.0.7i76.0.0.spinout-maxlim [SPINDLE_9]OUTPUT_MAX_LIMIT
setp hm2_7i76e.0.7i76.0.0.spinout-scalemax [SPINDLE_9]OUTPUT_SCALE
net spindle-vel-cmd-rpm-abs => hm2_7i76e.0.7i76.0.0.spinout
net spindle-enable => hm2_7i76e.0.7i76.0.0.spinena
net spindle-ccw => hm2_7i76e.0.7i76.0.0.spindir
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= motion.spindle-speed-out-rps
net spindle-vel-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-vel-cmd-rpm <= motion.spindle-speed-out
net spindle-vel-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-enable <= motion.spindle-on
net spindle-cw <= motion.spindle-forward
net spindle-ccw <= motion.spindle-reverse
net spindle-brake <= motion.spindle-brake
net spindle-revs => motion.spindle-revs
net spindle-at-speed => motion.spindle-at-speed
net spindle-vel-fb-rps => motion.spindle-speed-in
net spindle-index-enable <=> motion.spindle-index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed true
spindle section of ini
#********************
# Spindle
#********************
[SPINDLE_9]
P = 0.0
I = 0.0
D = 0.0
FF0 = 1.0
FF1 = 0.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 6000.0
OUTPUT_SCALE = 6000
OUTPUT_MIN_LIMIT = 0
OUTPUT_MAX_LIMIT = 6000will post VFD pages in a few minutes after I scan them
Please Log in or Create an account to join the conversation.
- LutzTD
- Offline
- Elite Member
-
Less
More
- Posts: 216
- Thank you received: 1
15 Jul 2016 01:17 #77473
by LutzTD
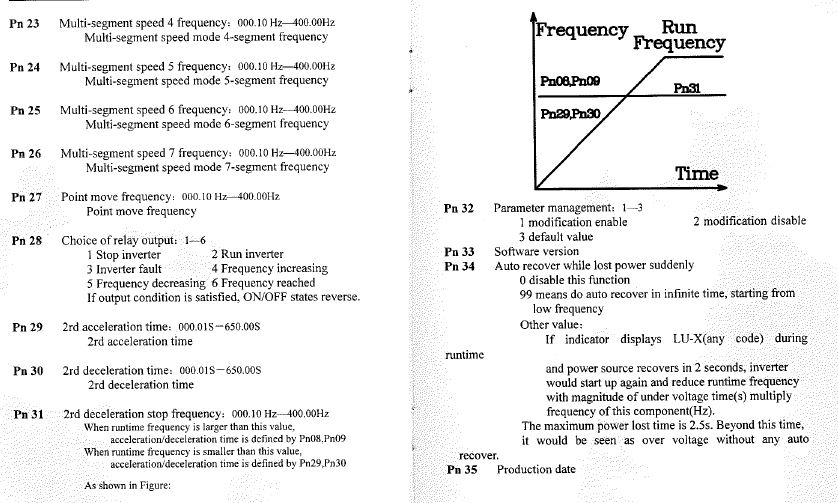
Replied by LutzTD on topic Emcoturn 120 lathe retrofit
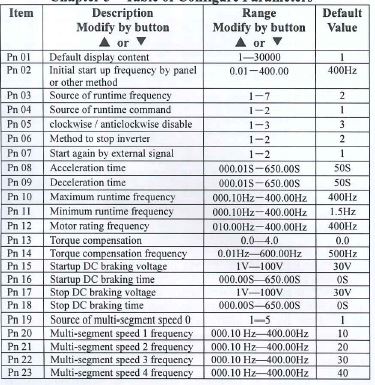
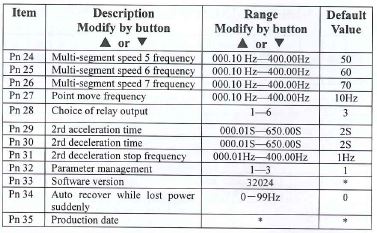
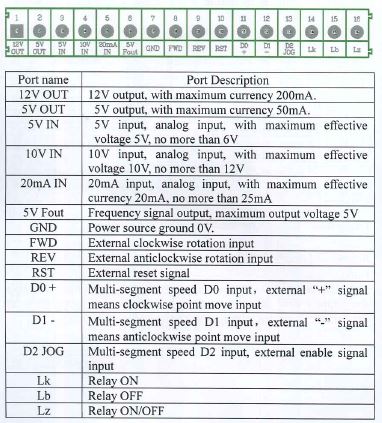
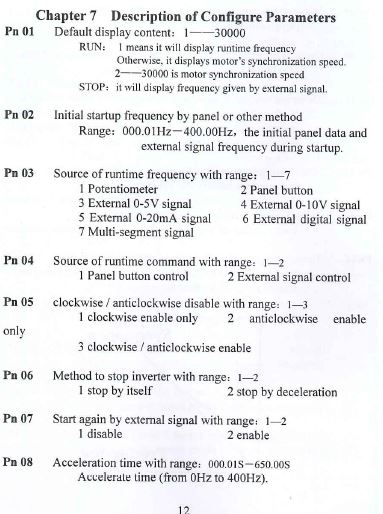
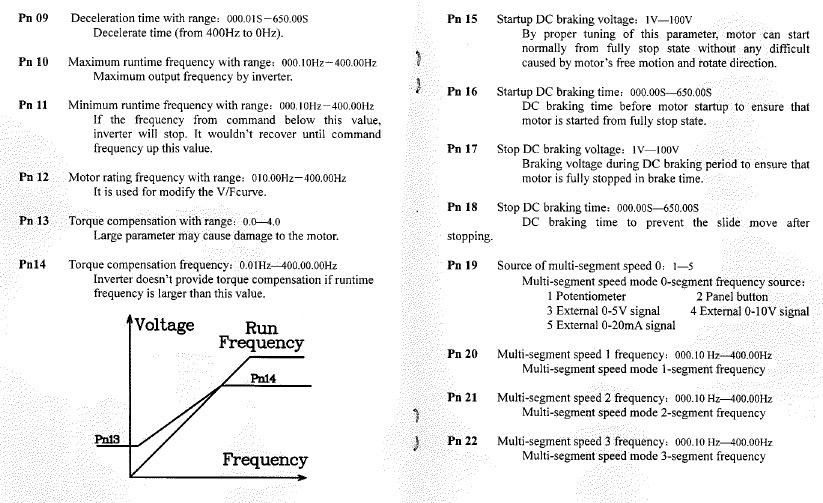
vfd pages
Please Log in or Create an account to join the conversation.
Time to create page: 0.423 seconds