CMS MAXIMA 4 axis Machine retrofit
- Yannis
- Offline
- Elite Member
-

Less
More
- Posts: 297
- Thank you received: 4
18 Jun 2019 14:54 #137186
by Yannis
Replied by Yannis on topic CMS MAXIMA 4 axis Machine retrofit
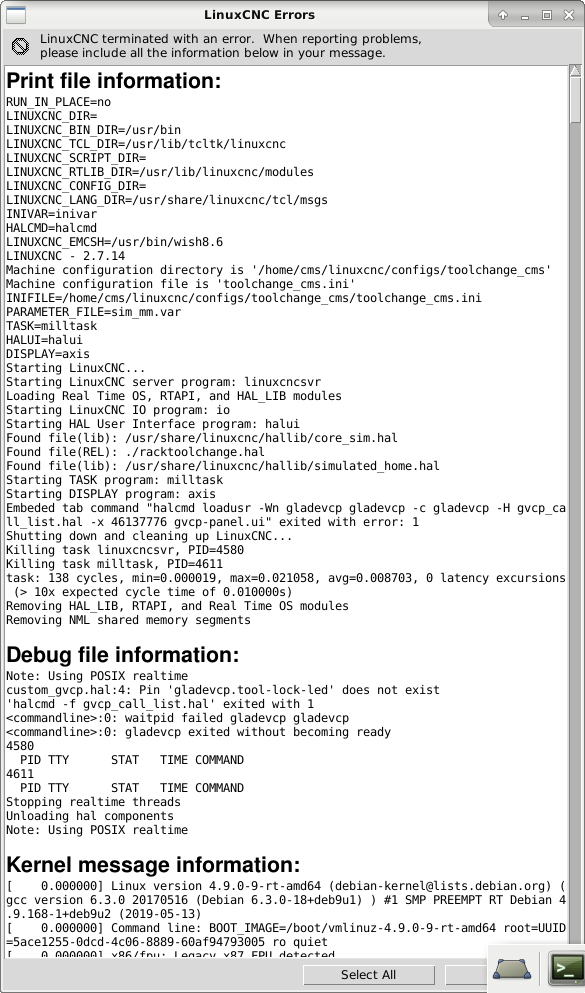
I try with copy paste to make a configuration using the rack tool change
here is the debug message
here is the debug message
Please Log in or Create an account to join the conversation.
- Yannis
- Offline
- Elite Member
-
Less
More
- Posts: 297
- Thank you received: 4
18 Jun 2019 14:55 - 18 Jun 2019 14:58 #137187
by Yannis
Replied by Yannis on topic CMS MAXIMA 4 axis Machine retrofit
Attachments:
Last edit: 18 Jun 2019 14:58 by Yannis.
Please Log in or Create an account to join the conversation.
- Yannis
- Offline
- Elite Member
-
Less
More
- Posts: 297
- Thank you received: 4
18 Jun 2019 15:01 #137188
by Yannis
Replied by Yannis on topic CMS MAXIMA 4 axis Machine retrofit
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
18 Jun 2019 16:20 #137202
by andypugh
Replied by andypugh on topic CMS MAXIMA 4 axis Machine retrofit
It seems that the config (as-is) relies on a gladeVCP panel.
You probably want to get rid of that as it only exists so that you can provide dummy toolchanger inputs to the tool change process.
You probably want to get rid of that as it only exists so that you can provide dummy toolchanger inputs to the tool change process.
Please Log in or Create an account to join the conversation.
- Yannis
- Offline
- Elite Member
-
Less
More
- Posts: 297
- Thank you received: 4
19 Jun 2019 05:07 #137268
by Yannis
Replied by Yannis on topic CMS MAXIMA 4 axis Machine retrofit
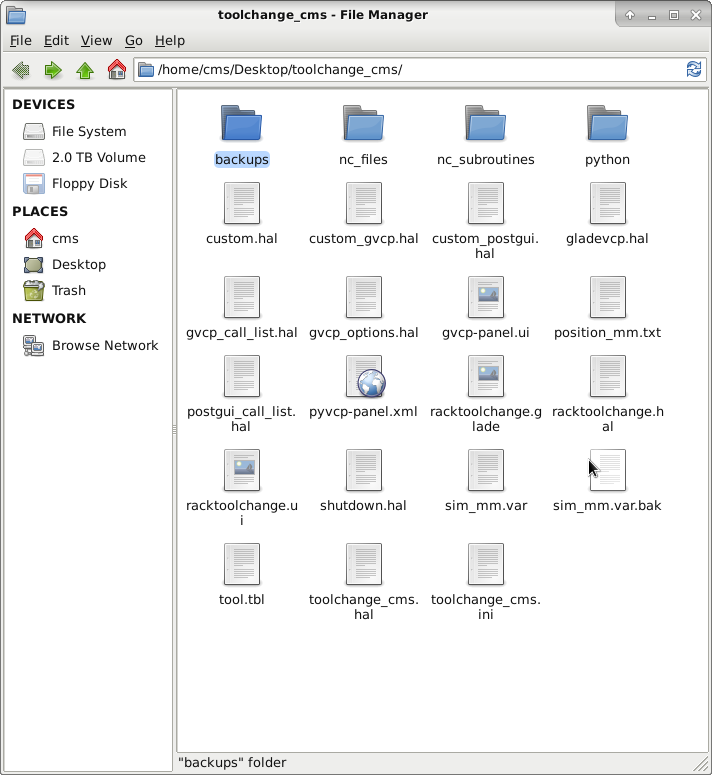
When i delete the file i have an error that gladevcp is missing
then i recopy the file and i put the comment # sing in front of the net commands and the linux cnc starts
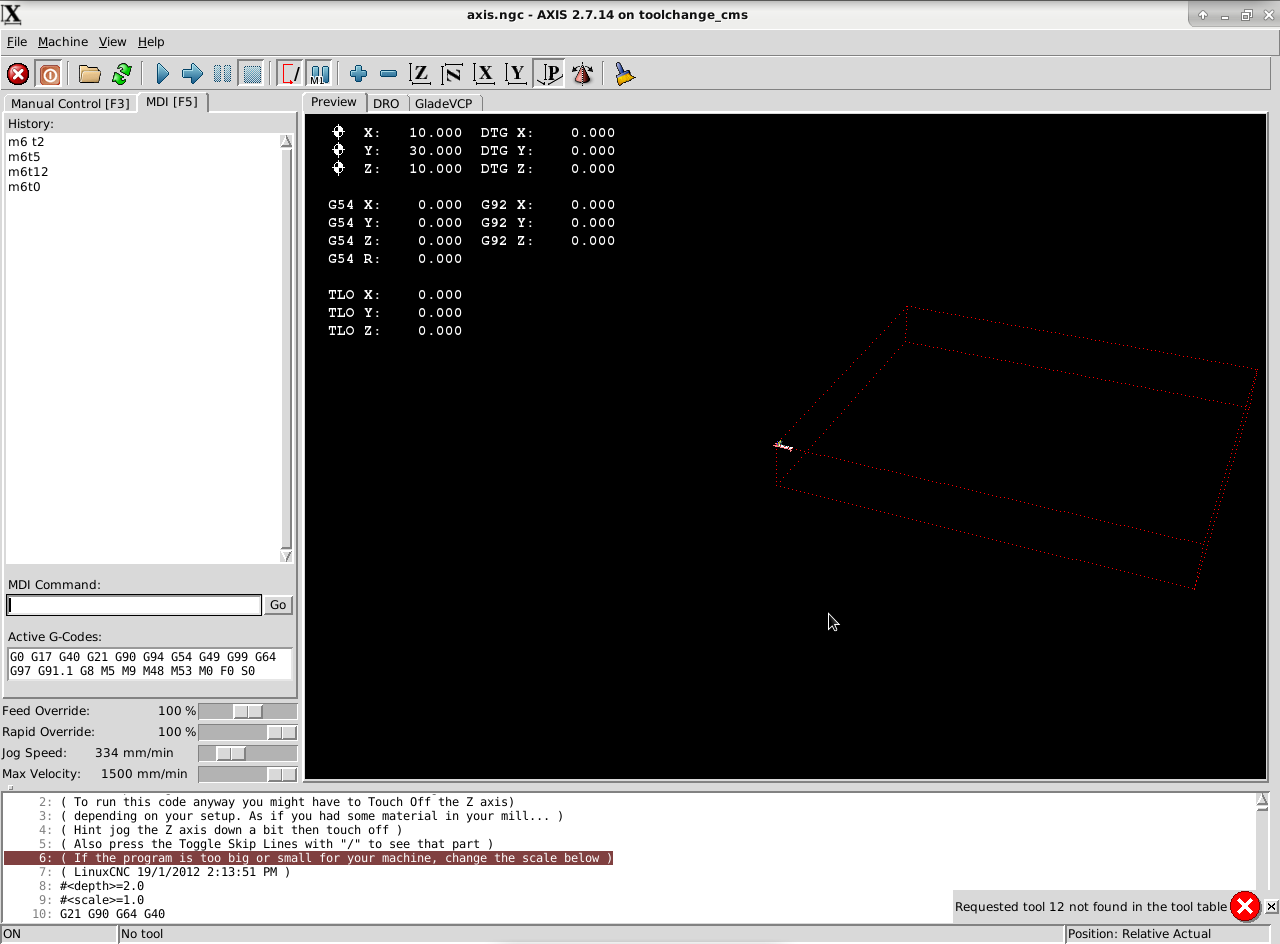
when i try in the MDI m6t2 the machine moves to the position of the tool and it make all the moves normally(i think)
when i ask for t12 i have an error as is expected since there is no 12 tool in the tool table
then i recopy the file and i put the comment # sing in front of the net commands and the linux cnc starts
when i try in the MDI m6t2 the machine moves to the position of the tool and it make all the moves normally(i think)
when i ask for t12 i have an error as is expected since there is no 12 tool in the tool table
Please Log in or Create an account to join the conversation.
- Yannis
- Offline
- Elite Member
-
Less
More
- Posts: 297
- Thank you received: 4
19 Jun 2019 05:10 #137269
by Yannis
Replied by Yannis on topic CMS MAXIMA 4 axis Machine retrofit
Attachments:
Please Log in or Create an account to join the conversation.
- Yannis
- Offline
- Elite Member
-
Less
More
- Posts: 297
- Thank you received: 4
19 Jun 2019 11:52 #137281
by Yannis
Replied by Yannis on topic CMS MAXIMA 4 axis Machine retrofit
Still trying to understand how thinks works
i have a screen shot of my ini file (copy from the rack tool change ) and the toolchange procedure is on it
then i have the ini file from Rover 346( bevins ) and there is nothing like that on it
witch of the ini files sud i follow?
i have a screen shot of my ini file (copy from the rack tool change ) and the toolchange procedure is on it
then i have the ini file from Rover 346( bevins ) and there is nothing like that on it
witch of the ini files sud i follow?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
19 Jun 2019 12:00 #137282
by andypugh
Replied by andypugh on topic CMS MAXIMA 4 axis Machine retrofit
When I said "get rid of the gladeVCP panel" I meant rather more than just deleting the file.
You (probably) want to not load it in the first place, and then make HAL connections to real physical inputs from the hardware to replace those that are connected to the GladeVCP in the sim config. (though the glade appears to just be two indicators to show when spindle-lock and air-flush are active)
Note that the sample config expects some INI entries:github.com/LinuxCNC/linuxcnc/blob/master...tool_getput_move.ngc
I think that on my own machine I would probably not bother getting quite so much info from the INI, hard-coding which G-code digital out (motion.digital-out-NN, toggled by M64 / M65 in the G-code subroutine) is used for each function.
Do you also need spindle orient prior to tool change?
You (probably) want to not load it in the first place, and then make HAL connections to real physical inputs from the hardware to replace those that are connected to the GladeVCP in the sim config. (though the glade appears to just be two indicators to show when spindle-lock and air-flush are active)
Note that the sample config expects some INI entries:
[TOOL_HOLDER_CLEAR]
X = 10
Y = 30
Z = 10
[TOOL_SLOT_DELTA]
X = 0
Y = 10
Z = 0
# this is not named TOOL_CHANGE_POSITION on purpose - canon uses it and will
# interfere
[CHANGE_POSITION]
X = 10
Y = 10
Z = 10
[DWELL]
LOCK_TIME = 0.5
MYSTERY = 0
NEW_TOOL = 1.0
POST_UNLOCK = 0.5
# motion.digital-out-NN pins
[PINS]
LOCK = 0
FLUSH = 1I think that on my own machine I would probably not bother getting quite so much info from the INI, hard-coding which G-code digital out (motion.digital-out-NN, toggled by M64 / M65 in the G-code subroutine) is used for each function.
Do you also need spindle orient prior to tool change?
Please Log in or Create an account to join the conversation.
- Yannis
- Offline
- Elite Member
-
Less
More
- Posts: 297
- Thank you received: 4
19 Jun 2019 13:15 #137287
by Yannis
Replied by Yannis on topic CMS MAXIMA 4 axis Machine retrofit
i think not
the machine have iso 40 cone not bt or cat
the machine have iso 40 cone not bt or cat
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1942
- Thank you received: 338
19 Jun 2019 13:32 #137288
by bevins
Replied by bevins on topic CMS MAXIMA 4 axis Machine retrofit
You cannot use my config because I am doing the remap in python. You are running into issues because you are trying to use the sim configs and unless you know how to get out from under the way they did the simulator, you will have issues.
Look at HueyHQ config here.
Look at the ini config, important or it wont work. Also you will need to install standard glue.
Once the remap structure is good, then you can start with your toolchange code. You would probably be better off using NGC with standard glue.
just my thoughts.
Look at HueyHQ config here.
Look at the ini config, important or it wont work. Also you will need to install standard glue.
Once the remap structure is good, then you can start with your toolchange code. You would probably be better off using NGC with standard glue.
just my thoughts.
The following user(s) said Thank You: Yannis
Please Log in or Create an account to join the conversation.
Time to create page: 0.206 seconds