Boxford 125 lathe Tool Changer Comp FERROR (SOLVED)
- Clive S
- Offline
- Platinum Member
-

Less
More
- Posts: 2204
- Thank you received: 486
22 Oct 2020 14:21 - 02 Nov 2020 18:13 #186899
by Clive S
Boxford 125 lathe Tool Changer Comp FERROR (SOLVED) was created by Clive S
I have started a new post to keep all the is one place.
I started looking at this:- forum.linuxcnc.org/38-general-linuxcnc-q...anger-setup?start=20
That is using this:- wiki.linuxcnc.org/cgi-bin/wiki.pl?Contri...oolchanger_component
Now this seems an old comp. I have tried to follow all the instructions from the readme in the boxford.tar.gz.
The Lathe does not have any sensors on the ATC it is an 8 position changer that only goes in one direction but then reverses a small amount to lock it. ... According to the above the segments are not equal at 45' they vary slightly between odd and equal numbers. ie. All odds are the same and all equals are the same.
.
Q1. Will the Carousel comp be better to work with this. linuxcnc.org/docs/2.8/html/man/man9/carousel.9.html
.
I have not used an A axis before so might not have set it up correctly. I have set is up as angular degrees but am getting following errors. no matter what I change in the ini file. I have tried changing MAX_VELOCITY - MAX_ACCELERATION - STEPGEN_MAXACCEL - FERROR - SCALE etc. the error always seems to be 1.3mm
I don't see a way to set it up with stepconf foa a lathe with A axis
.
I have attached the complete config in the rar file and the hal and ini files as well.
I have had to change quite a bit of the original files because they were from 2.4 era and pins have changed.
I am now using 2.7.14 but also have tried 2.8.
I started looking at this:- forum.linuxcnc.org/38-general-linuxcnc-q...anger-setup?start=20
That is using this:- wiki.linuxcnc.org/cgi-bin/wiki.pl?Contri...oolchanger_component
Now this seems an old comp. I have tried to follow all the instructions from the readme in the boxford.tar.gz.
The Lathe does not have any sensors on the ATC it is an 8 position changer that only goes in one direction but then reverses a small amount to lock it. ... According to the above the segments are not equal at 45' they vary slightly between odd and equal numbers. ie. All odds are the same and all equals are the same.
.
Q1. Will the Carousel comp be better to work with this. linuxcnc.org/docs/2.8/html/man/man9/carousel.9.html
.
I have not used an A axis before so might not have set it up correctly. I have set is up as angular degrees but am getting following errors. no matter what I change in the ini file. I have tried changing MAX_VELOCITY - MAX_ACCELERATION - STEPGEN_MAXACCEL - FERROR - SCALE etc. the error always seems to be 1.3mm
I don't see a way to set it up with stepconf foa a lathe with A axis
.
I have attached the complete config in the rar file and the hal and ini files as well.
I have had to change quite a bit of the original files because they were from 2.4 era and pins have changed.
I am now using 2.7.14 but also have tried 2.8.
Attachments:
Last edit: 02 Nov 2020 18:13 by Clive S.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
24 Oct 2020 15:17 #187110
by Clive S
Replied by Clive S on topic Boxford 125 lathe Tool Changer Comp FERROR
Bump. No replies
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17942
- Thank you received: 5255
24 Oct 2020 16:31 #187114
by PCW
Replied by PCW on topic Boxford 125 lathe Tool Changer Comp FERROR
This suggests that the tool changer component has large steps in its position output.
You might just set both ferror limits to 10 or so and let the stepgens acceleration
limit smooth out the motion...
You might just set both ferror limits to 10 or so and let the stepgens acceleration
limit smooth out the motion...
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
24 Oct 2020 17:40 - 24 Oct 2020 17:44 #187119
by Clive S
Ok I have changed
[AXIS_A]
TYPE = ANGULAR
#HOME = 0.0
MAX_VELOCITY = 0.005
MAX_ACCELERATION = 5
STEPGEN_MAXACCEL = 200
SCALE = 160
FERROR = 1 To 10 and 20
MIN_FERROR = 0.25 To 10 and 20
MIN_LIMIT = -99999
MAX_LIMIT = 99999
#HOME_OFFSET = 0.0
Same result, it immediately errors and moves the same amount 1.001. Not sure if this is in degrees or linear
Thanks for the help.
Edit; I have tried setting ferror to 50 as well.
Replied by Clive S on topic Boxford 125 lathe Tool Changer Comp FERROR
This suggests that the tool changer component has large steps in its position output.
You might just set both ferror limits to 10 or so and let the stepgens acceleration
limit smooth out the motion...
Ok I have changed
[AXIS_A]
TYPE = ANGULAR
#HOME = 0.0
MAX_VELOCITY = 0.005
MAX_ACCELERATION = 5
STEPGEN_MAXACCEL = 200
SCALE = 160
FERROR = 1 To 10 and 20
MIN_FERROR = 0.25 To 10 and 20
MIN_LIMIT = -99999
MAX_LIMIT = 99999
#HOME_OFFSET = 0.0
Same result, it immediately errors and moves the same amount 1.001. Not sure if this is in degrees or linear
Thanks for the help.
Edit; I have tried setting ferror to 50 as well.
Last edit: 24 Oct 2020 17:44 by Clive S.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17942
- Thank you received: 5255
24 Oct 2020 17:43 #187120
by PCW
Replied by PCW on topic Boxford 125 lathe Tool Changer Comp FERROR
A ferror?
What happens if you set the ferrors to 1000?
What happens if you set the ferrors to 1000?
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
24 Oct 2020 18:04 - 24 Oct 2020 18:17 #187121
by Clive S
No change using a 1000.
Where would I find ferror in hal config? as I don't see it anywhere . only in the ini file
Edit: In the hal file I have stepgens 0, then 2,3 so 1 is missing. configs are in the first post. Could it be that is is not reading the correct part of the hal
Replied by Clive S on topic Boxford 125 lathe Tool Changer Comp FERROR
A ferror?
What happens if you set the ferrors to 1000?
No change using a 1000.
Where would I find ferror in hal config? as I don't see it anywhere . only in the ini file
Edit: In the hal file I have stepgens 0, then 2,3 so 1 is missing. configs are in the first post. Could it be that is is not reading the correct part of the hal
Last edit: 24 Oct 2020 18:17 by Clive S.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17942
- Thank you received: 5255
24 Oct 2020 18:14 #187122
by PCW
Replied by PCW on topic Boxford 125 lathe Tool Changer Comp FERROR
its in the ini file
Can you plot the tool changer position command?
Does it really have a 1000 degree step?
Can you plot the tool changer position command?
Does it really have a 1000 degree step?
The following user(s) said Thank You: Clive S
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
24 Oct 2020 18:20 - 25 Oct 2020 10:29 #187123
by Clive S
I have done an edit in the previous post.
I will try and do a plot in the morning . What do I plot the tool changer command against for the trigger
I have to stop now have been called for dinner. thanks again
Replied by Clive S on topic Boxford 125 lathe Tool Changer Comp FERROR
its in the ini file
Can you plot the tool changer position command?
Does it really have a 1000 degree step?
I have done an edit in the previous post.
I will try and do a plot in the morning . What do I plot the tool changer command against for the trigger
I have to stop now have been called for dinner. thanks again
Last edit: 25 Oct 2020 10:29 by Clive S.
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
25 Oct 2020 11:24 #187183
by Clive S
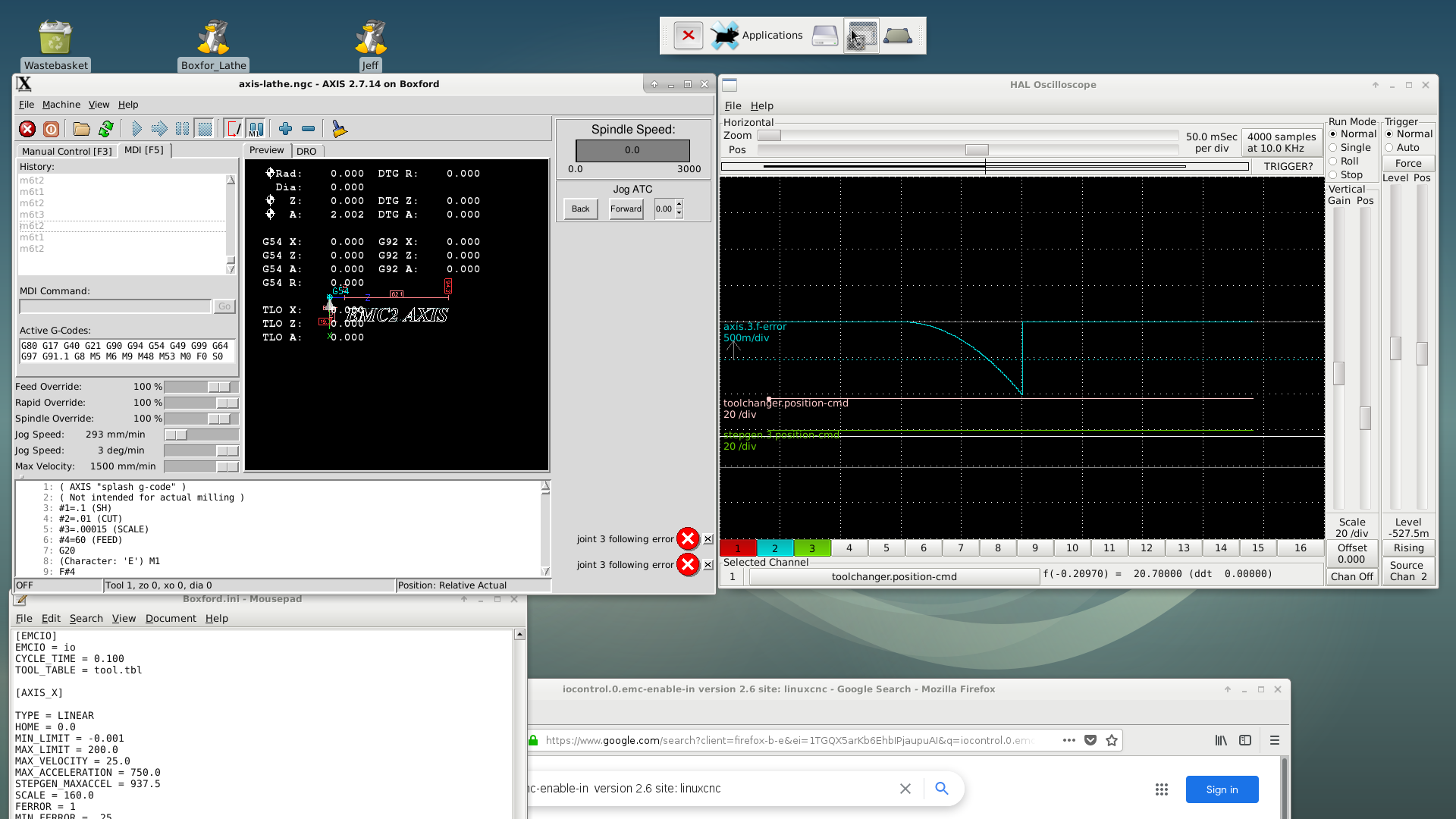
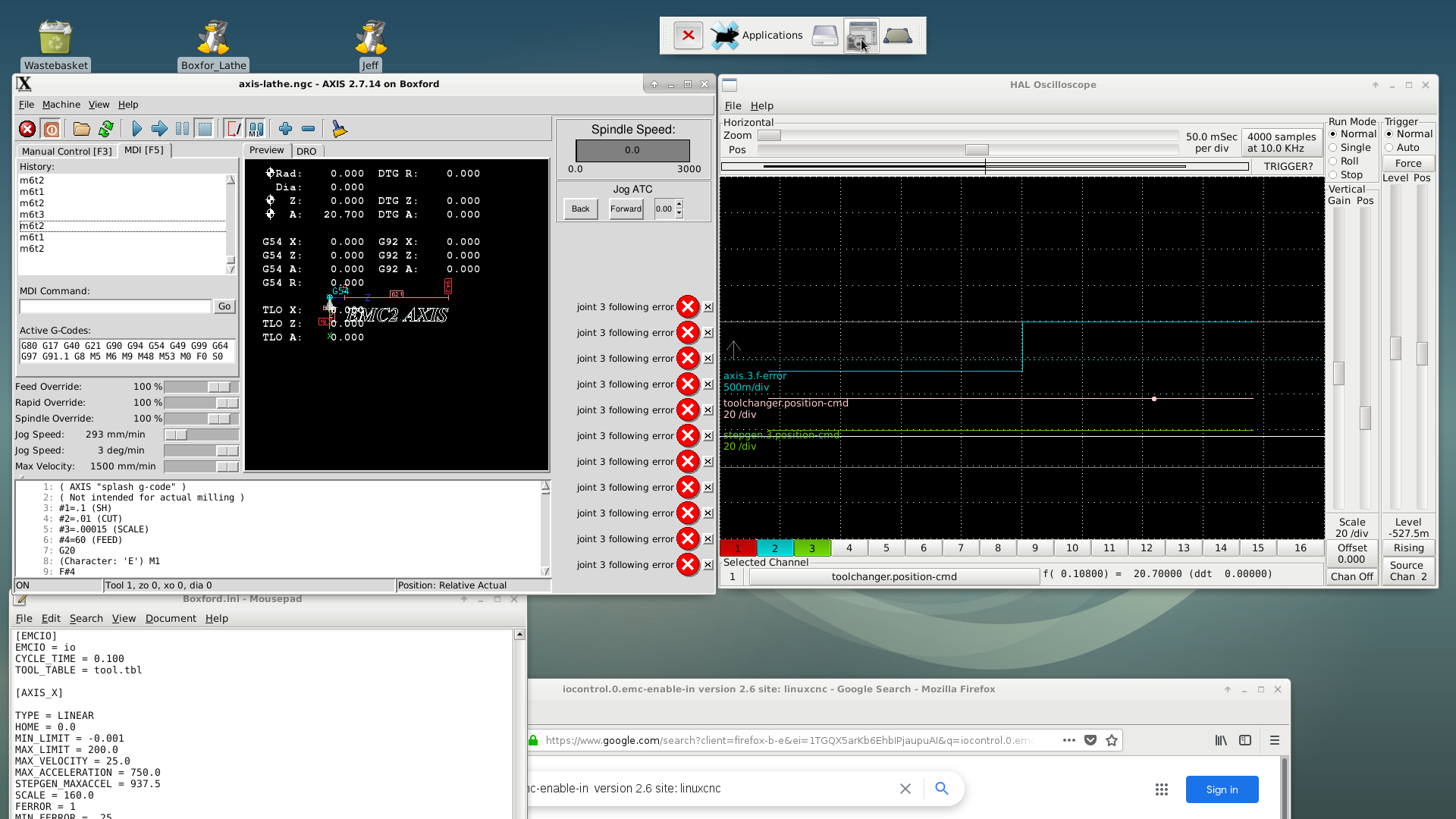
Re: Does it really have a 1000 degree step? not sure what you mean by this.
This is the first plot with the ferror at 1000 and min_ferror at 1000
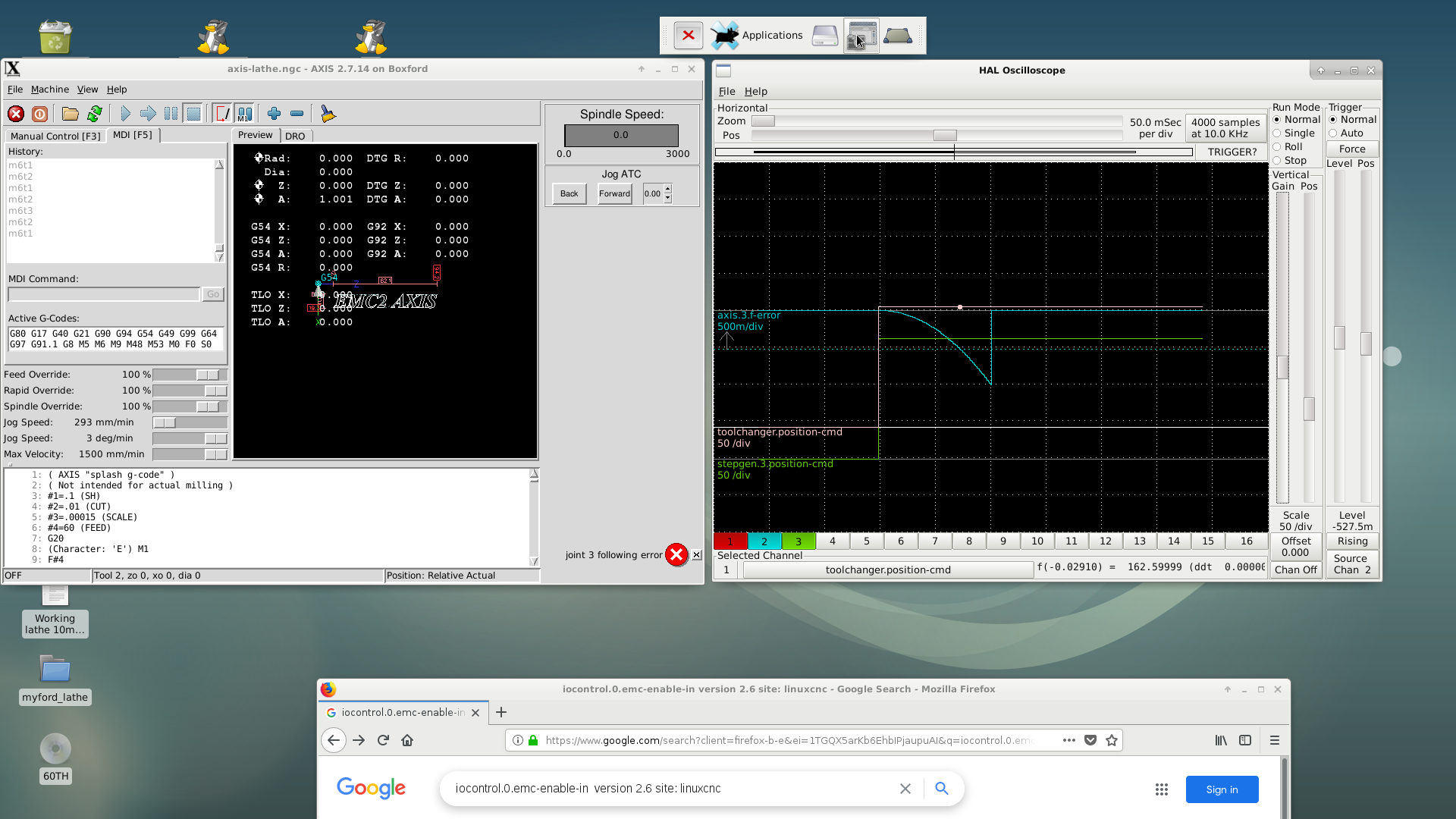
.
then the second ferror at 1000 and min_ferror at 1000
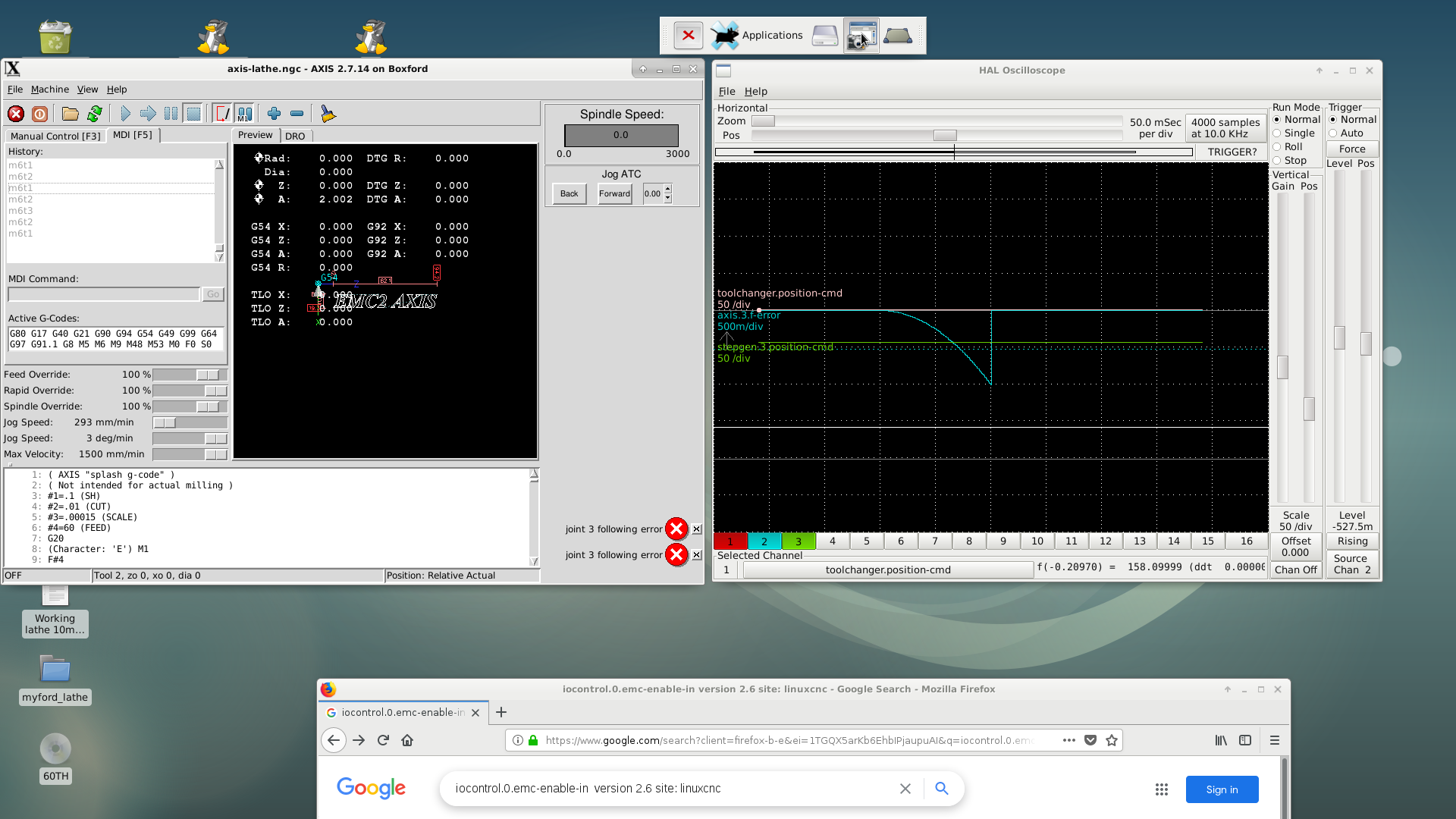
.
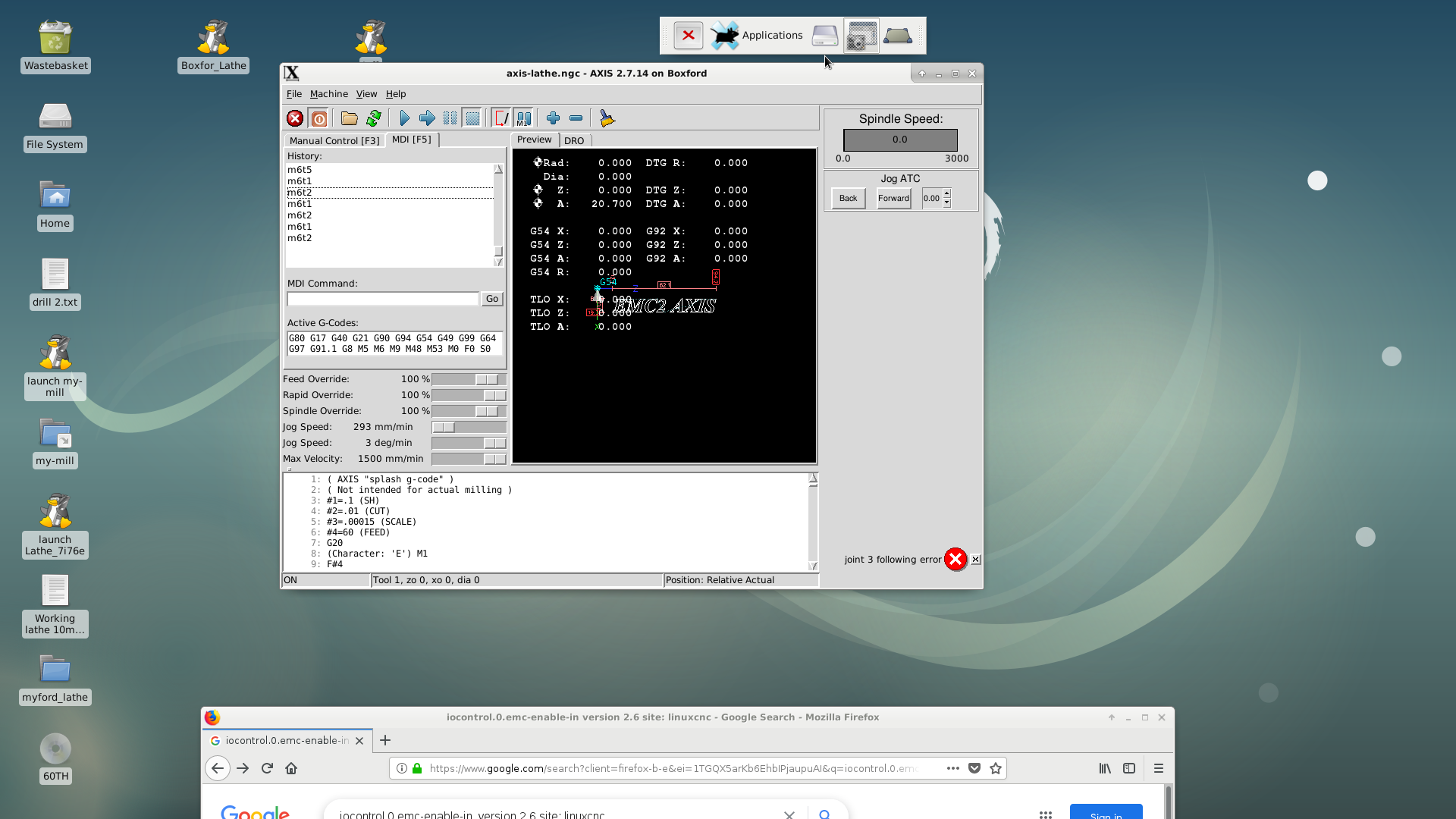
The next 3 are with ferror at 1 and min_ferror at 0.5
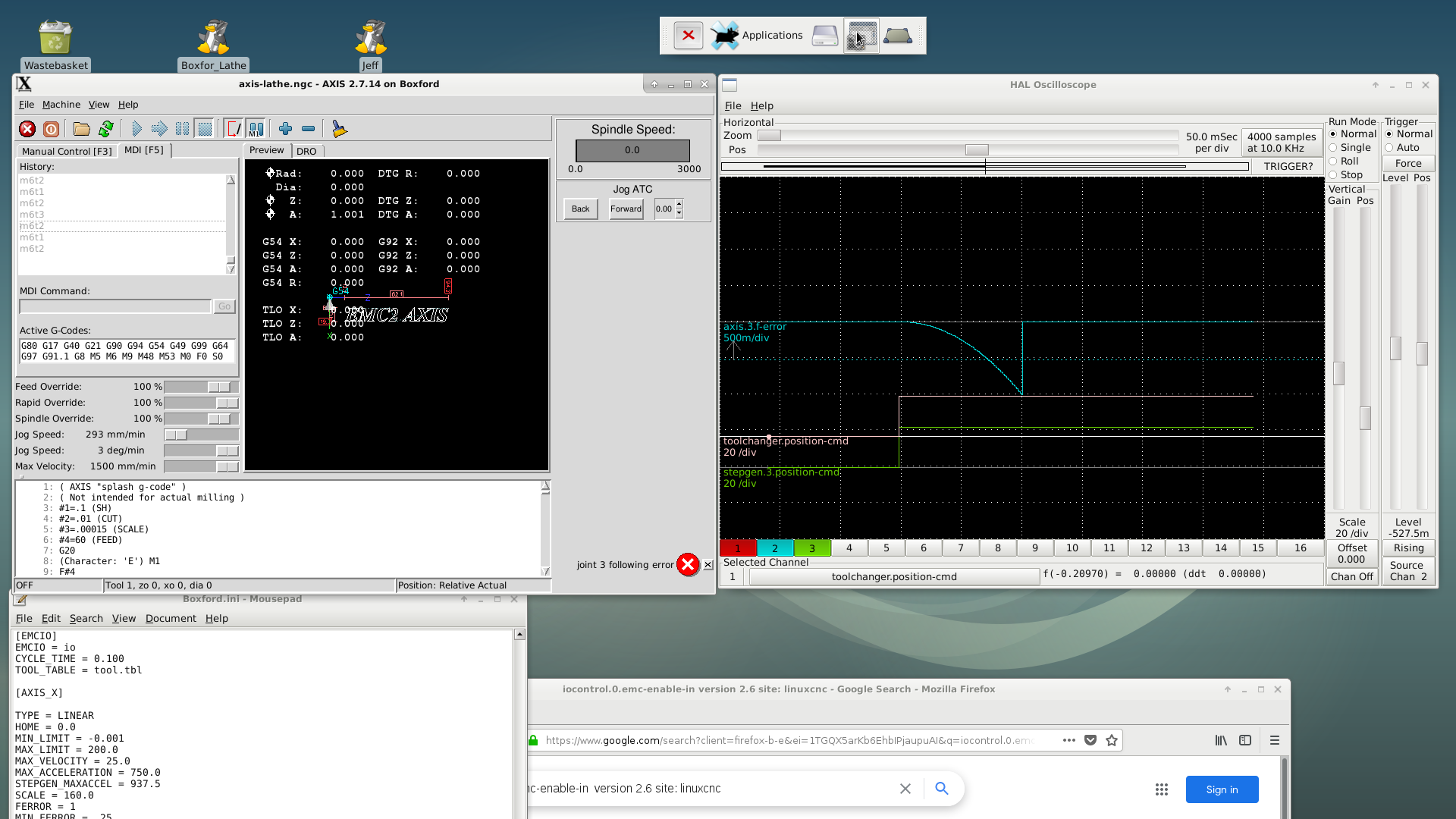
.
The they are like this until the DRO gets up to 21.7 I am pressing F2 to run between the errors
.
Now it is 21.7 on the DRO I think this is the final position where the turret should be. (I am doing this on the bench ie no physical machine).
.
Replied by Clive S on topic Boxford 125 lathe Tool Changer Comp FERROR
its in the ini file
Can you plot the tool changer position command?
Does it really have a 1000 degree step?
I have done an edit in the previous post.
I will try and do a plot in the morning . What do I plot the tool changer command against for the trigger
I have to stop now have been called for dinner. thanks again
Re: Does it really have a 1000 degree step? not sure what you mean by this.
This is the first plot with the ferror at 1000 and min_ferror at 1000
.
then the second ferror at 1000 and min_ferror at 1000
.
The next 3 are with ferror at 1 and min_ferror at 0.5
.
The they are like this until the DRO gets up to 21.7 I am pressing F2 to run between the errors
.
Now it is 21.7 on the DRO I think this is the final position where the turret should be. (I am doing this on the bench ie no physical machine).
.
Attachments:
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
27 Oct 2020 13:38 - 27 Oct 2020 13:56 #187413
by Clive S
Replied by Clive S on topic Boxford 125 lathe Tool Changer Comp FERROR
I can't seem to get further on this The A axis will not move further that 1 unit then it will ferror
Has anybody got a working config for an angular A axis
Am I using the wrong axis letter for the turret?
[AXIS_A]
TYPE = ANGULAR
HOME = 0.0
MAX_VELOCITY = 1
MAX_ACCELERATION = 5
STEPGEN_MAXACCEL = 5
SCALE = 80
FERROR = 1
MIN_FERROR = 0.5
MIN_LIMIT = -99999
MAX_LIMIT = 99999
HOME_OFFSET = 0.0
setp stepgen.3.position-scale [AXIS_A]SCALE
setp stepgen.3.steplen 1
setp stepgen.3.stepspace 0
setp stepgen.3.dirhold 35000
setp stepgen.3.dirsetup 35000
setp stepgen.3.maxaccel [AXIS_A]STEPGEN_MAXACCEL
#net apos-cmd axis.3.motor-pos-cmd => stepgen.3.position-cmd
#net apos-fb stepgen.3.position-fb => axis.3.motor-pos-fb
net astep <= stepgen.3.step
net adir <= stepgen.3.dir
net aenable axis.3.amp-enable-out => stepgen.3.enable
###########################################################
# loading the toolchange component in .hal file
###########################################################
loadrt toolchanger
addf toolchanger servo-thread
net tool-change iocontrol.0.tool-change => toolchanger.toolchange
net tool-changed iocontrol.0.tool-changed <= toolchanger.toolchanged
net tool-number iocontrol.0.tool-prep-number => toolchanger.toolnumber
net tool-oldnumber iocontrol.0.tool-number => toolchanger.currenttoolnumber
net apos-cmd toolchanger.position-cmd => stepgen.3.position-cmd
net ahomed axis.3.homed => toolchanger.ishomed
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-preparedHas anybody got a working config for an angular A axis
Am I using the wrong axis letter for the turret?
Attachments:
Last edit: 27 Oct 2020 13:56 by Clive S.
Please Log in or Create an account to join the conversation.
Time to create page: 0.266 seconds