- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1850
- Thank you received: 127
30 Jul 2017 20:15 #96697
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Is there any way to pass the homing routine so I can start testing other functions via MDI?
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
Less
More
- Posts: 11951
- Thank you received: 4069
30 Jul 2017 20:42 #96698
by rodw
See linuxcnc.org/docs/html/config/ini-homing.html#_home_search_vel
Set home_search_vel to zero
Replied by rodw on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Is there any way to pass the homing routine so I can start testing other functions via MDI?
See linuxcnc.org/docs/html/config/ini-homing.html#_home_search_vel
Set home_search_vel to zero
The following user(s) said Thank You: tecno
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
31 Jul 2017 06:11 #96720
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
OK, now Ive got machine homed but................still no MDI, why??

Why is it so hard in LCNC to bypass homing and get access to MDI ?
Why is it so hard in LCNC to bypass homing and get access to MDI ?
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-
Less
More
- Posts: 2204
- Thank you received: 486
31 Jul 2017 06:49 #96721
by Clive S
Replied by Clive S on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
It looks like you have not homed A axis to me.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
31 Jul 2017 06:55 #96722
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
NO_FORCE_HOMING=1 to be set in INI TRAJ
Found this on the web searching for this error.
A axis is not implemented yet.
Thanks for chiming in Clive.
Found this on the web searching for this error.
A axis is not implemented yet.
Thanks for chiming in Clive.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
Less
More
- Posts: 11951
- Thank you received: 4069
31 Jul 2017 07:02 #96724
by rodw
Replied by rodw on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
While you say Axis A is not yet implemented, you've told LCNC that the axis exists so you I think you will need to home it. Just click on the home all button and see what happens. I homed non-existent axes many times while building my machine.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
31 Jul 2017 09:27 #96734
by andypugh
If you give the A-axis a number in the homing sequence and set the home-search-velocities to zero then it will home immediately, even if there is no actual hardware attached.
Replied by andypugh on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
NO_FORCE_HOMING=1 to be set in INI TRAJ
Found this on the web searching for this error.
A axis is not implemented yet.
If you give the A-axis a number in the homing sequence and set the home-search-velocities to zero then it will home immediately, even if there is no actual hardware attached.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
31 Jul 2017 09:58 #96737
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
This what A have in HAL
#********************
# Axis A
#********************
[AXIS_3]
TYPE = ANGULAR
HOME = 0.0
FERROR = 0.5
MIN_FERROR = 0.05
MAX_VELOCITY = 360.0
MAX_ACCELERATION = 1200.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 450.00
STEPGEN_MAXACCEL = 1500.00
P = 1000.0
I = 0.0
D = 0.0
FF0 = 0.0
FF1 = 1.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
# these are in nanoseconds
DIRSETUP = 1000
DIRHOLD = 1000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = 200.0
MIN_LIMIT = -9999.0
MAX_LIMIT = 9999.0
HOME_OFFSET = 0.0
No settings for homing sequence and no settings for VEL etc
I have no problems with homing now with NO_FORCE_HOMING=1 in INI Trajectory
But now I have next problem = spindle not working.
#********************
# Axis A
#********************
[AXIS_3]
TYPE = ANGULAR
HOME = 0.0
FERROR = 0.5
MIN_FERROR = 0.05
MAX_VELOCITY = 360.0
MAX_ACCELERATION = 1200.0
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 450.00
STEPGEN_MAXACCEL = 1500.00
P = 1000.0
I = 0.0
D = 0.0
FF0 = 0.0
FF1 = 1.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
# these are in nanoseconds
DIRSETUP = 1000
DIRHOLD = 1000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = 200.0
MIN_LIMIT = -9999.0
MAX_LIMIT = 9999.0
HOME_OFFSET = 0.0
No settings for homing sequence and no settings for VEL etc
I have no problems with homing now with NO_FORCE_HOMING=1 in INI Trajectory
But now I have next problem = spindle not working.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
31 Jul 2017 10:04 #96739
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Spindle problems.
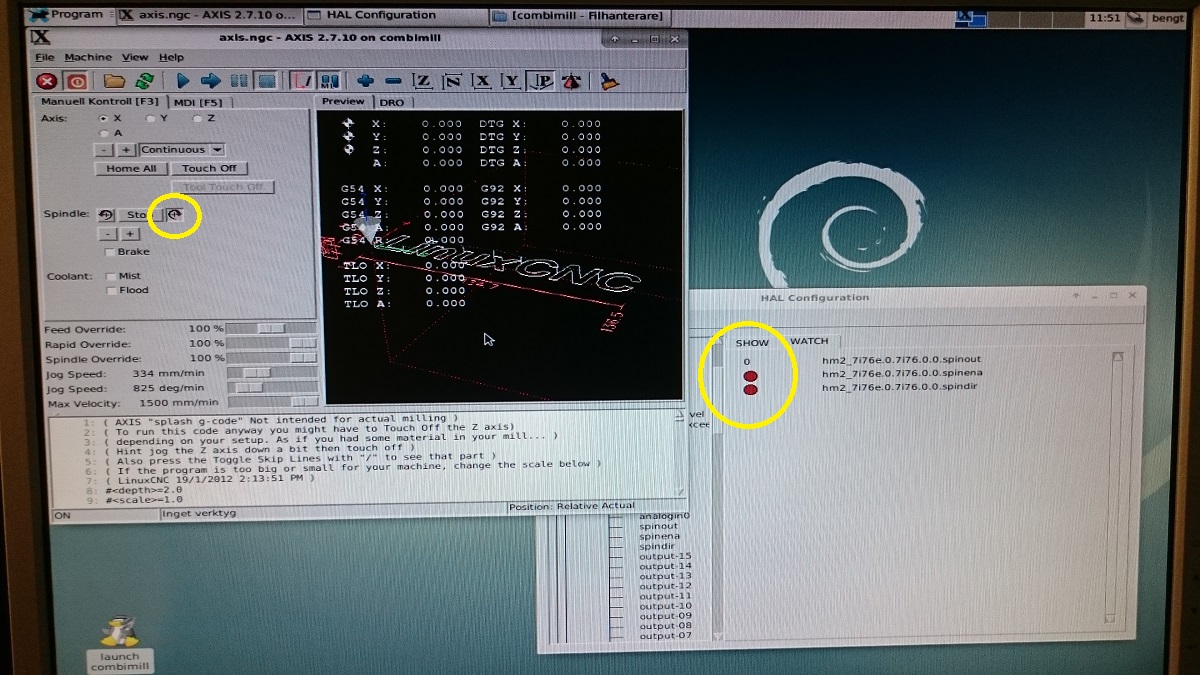
Relays for M3 Output8 and M4 Output9 are working but obviously there is some connections missing as spinena/spinout/spindir
does not work.
Any hints what to do here?
Relays for M3 Output8 and M4 Output9 are working but obviously there is some connections missing as spinena/spinout/spindir
does not work.
Any hints what to do here?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
31 Jul 2017 10:54 #96742
by andypugh
Are you sure that the relays are working? The colour-codes for the LEDs in Hal-Watch are a bit funny. Red is "False" and yellow is "True"
(I actually thought I had changed that, but can't see any evidence)
Replied by andypugh on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Relays for M3 Output8 and M4 Output9 are working but obviously there is some connections missing as spinena/spinout/spindir
does not work.
Any hints what to do here?
Are you sure that the relays are working? The colour-codes for the LEDs in Hal-Watch are a bit funny. Red is "False" and yellow is "True"
(I actually thought I had changed that, but can't see any evidence)
Please Log in or Create an account to join the conversation.
Moderators: cmorley
- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Time to create page: 0.392 seconds