Search Results (Searched for: )
- tommylight

15 Sep 2025 14:14
- unknown
- unknown
15 Sep 2025 14:13
- PCW

15 Sep 2025 13:41 - 15 Sep 2025 15:03
Replied by PCW on topic 7i97T -> 7i74 -> two 7i84U (no link)
7i97T -> 7i74 -> two 7i84U (no link)
Category: Driver Boards
- PCW
15 Sep 2025 13:36
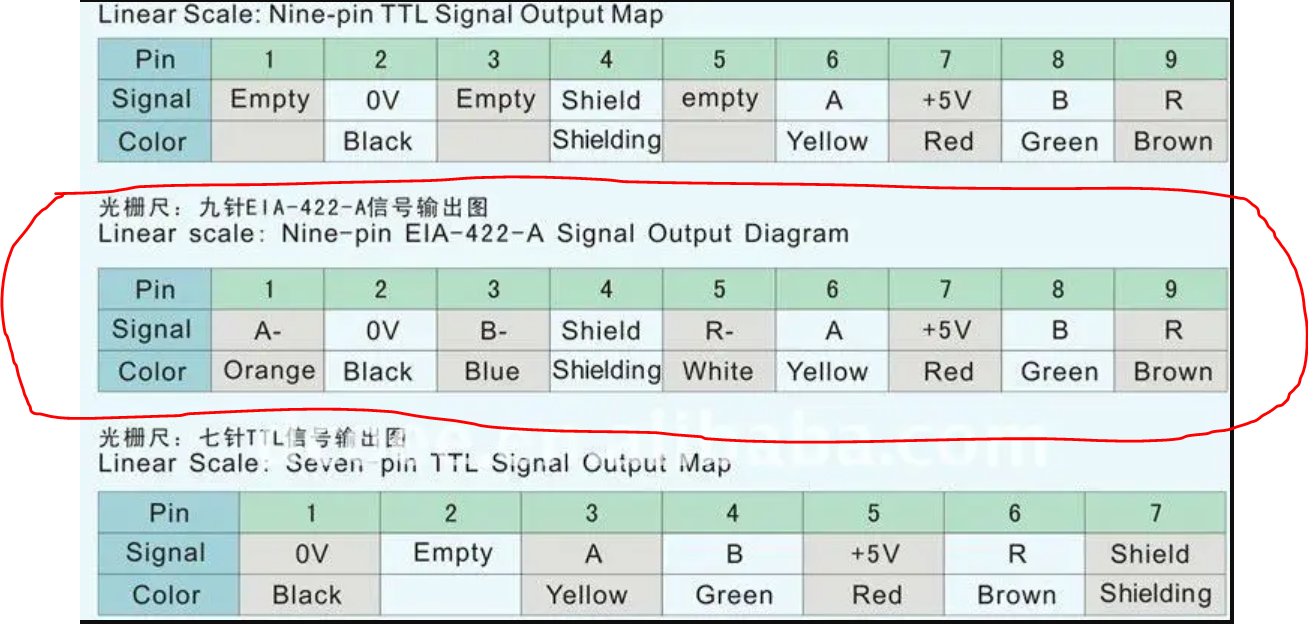
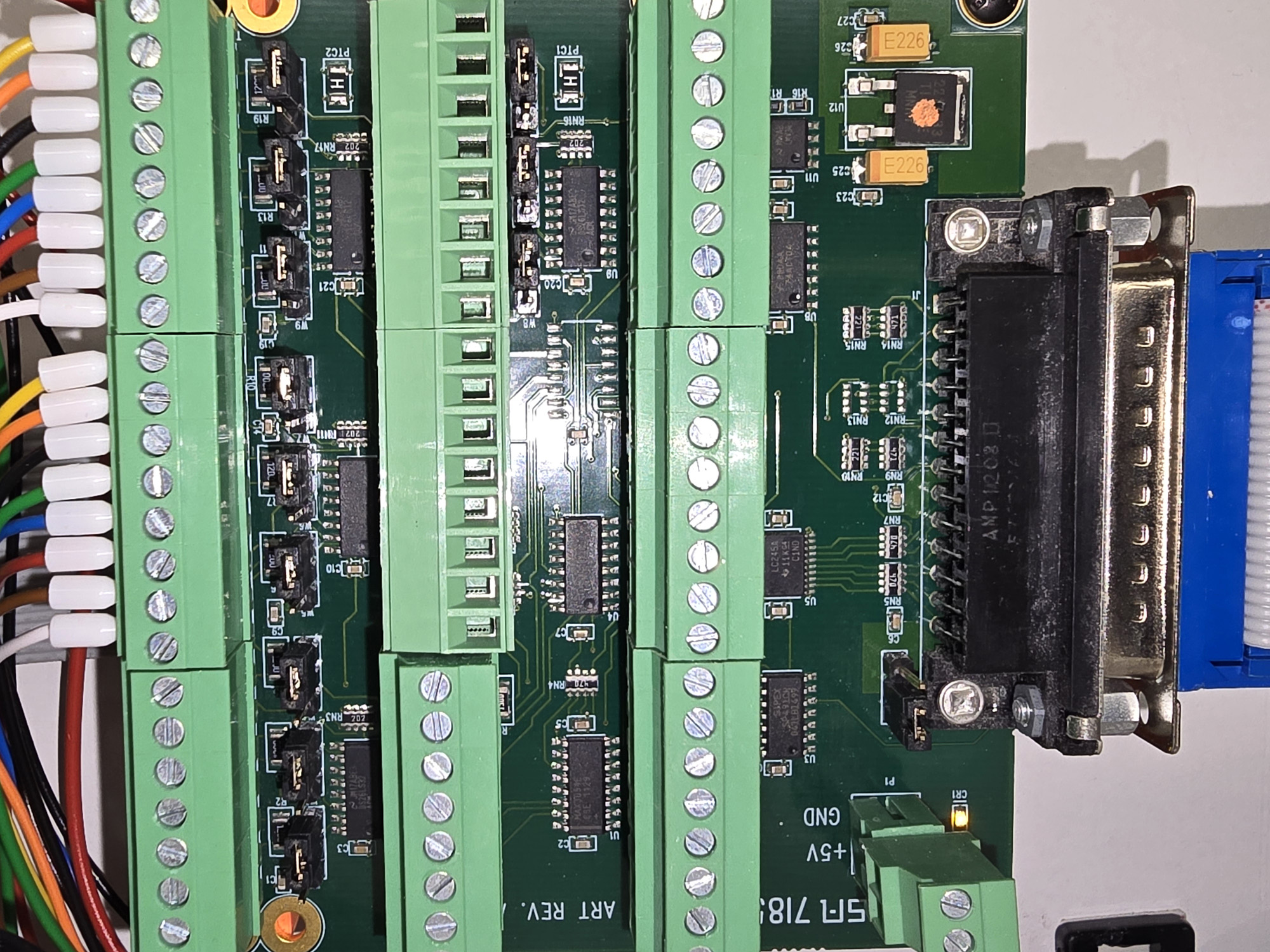
Replied by PCW on topic Glasmaßstab EIA-422 an Mesa 7i85 (S)
Glasmaßstab EIA-422 an Mesa 7i85 (S)
Category: Deutsch
- bernie_nor
- bernie_nor
15 Sep 2025 13:28

- PCW
15 Sep 2025 13:23
Replied by PCW on topic 7i76E Spindle configuration
7i76E Spindle configuration
Category: PnCConf Wizard
- alangibson
- alangibson
15 Sep 2025 13:09
No underspeed with temporary material was created by alangibson
No underspeed with temporary material
Category: Plasmac
- gene_weber

15 Sep 2025 13:07
MESA 7C81, DIN Tray & Ribbon Cable was created by gene_weber
MESA 7C81, DIN Tray & Ribbon Cable
Category: User Exchange


- jschulze
- jschulze
15 Sep 2025 13:05
Replied by jschulze on topic Kinematic model for a 5axis mill with universal (nutating) head
Kinematic model for a 5axis mill with universal (nutating) head
Category: Show Your Stuff
- WKS-3D

15 Sep 2025 12:30
Replied by WKS-3D on topic Glasmaßstab EIA-422 an Mesa 7i85 (S)
Glasmaßstab EIA-422 an Mesa 7i85 (S)
Category: Deutsch
- WKS-3D
15 Sep 2025 10:56 - 15 Sep 2025 11:02
Replied by WKS-3D on topic Glasmaßstab EIA-422 an Mesa 7i85 (S)
Glasmaßstab EIA-422 an Mesa 7i85 (S)
Category: Deutsch
- RobotMatic

15 Sep 2025 10:00 - 15 Sep 2025 10:09
Replied by RobotMatic on topic 7i76E Spindle configuration
7i76E Spindle configuration
Category: PnCConf Wizard
- RobotMatic
15 Sep 2025 09:57
Replied by RobotMatic on topic 7i76E Spindle configuration
7i76E Spindle configuration
Category: PnCConf Wizard
- Aciera

15 Sep 2025 09:21 - 15 Sep 2025 09:22
Replied by Aciera on topic Kinematic model for a 5axis mill with universal (nutating) head
Kinematic model for a 5axis mill with universal (nutating) head
Category: Show Your Stuff
- jmp97
- jmp97
15 Sep 2025 08:35
Replied by jmp97 on topic 5-axis CNC recommendation
5-axis CNC recommendation
Category: General LinuxCNC Questions
Time to create page: 0.797 seconds