Search Results (Searched for: )
- COFHAL
- COFHAL
29 Jul 2025 02:41
Replied by COFHAL on topic Unwinding Rotary Axis for Homing
Unwinding Rotary Axis for Homing
Category: Advanced Configuration
- oneKone
- oneKone
29 Jul 2025 00:18 - 29 Jul 2025 01:11
- DauntlessA
- DauntlessA
28 Jul 2025 23:32 - 28 Jul 2025 23:35
Replied by DauntlessA on topic Probe tripped during non-probe move deadlock
Probe tripped during non-probe move deadlock
Category: General LinuxCNC Questions
- unknown
- unknown
28 Jul 2025 22:59
- clayton2ndtry
- clayton2ndtry
28 Jul 2025 21:48
Replied by clayton2ndtry on topic Is mini still available?
Is mini still available?
Category: Other User Interfaces
- sk_linuxcnc
- sk_linuxcnc
28 Jul 2025 20:24
Replied by sk_linuxcnc on topic LC 2.9.4 Configuration - Unsupported Locale
LC 2.9.4 Configuration - Unsupported Locale
Category: PnCConf Wizard
- hitchhiker
- hitchhiker
28 Jul 2025 19:55
Replied by hitchhiker on topic Adding Section to INI and Calibrationscreen?
Adding Section to INI and Calibrationscreen?
Category: Basic Configuration
- Aciera

28 Jul 2025 19:13
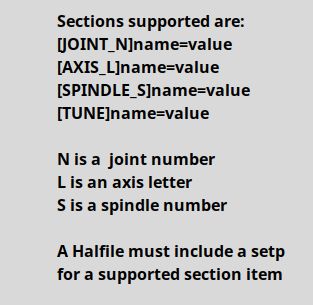
Replied by Aciera on topic Adding Section to INI and Calibrationscreen?
Adding Section to INI and Calibrationscreen?
Category: Basic Configuration
- PCW

28 Jul 2025 18:40
Replied by PCW on topic Mesa 7i96S MPG encoder on P1
Mesa 7i96S MPG encoder on P1
Category: Driver Boards
- hitchhiker
- hitchhiker
28 Jul 2025 17:57
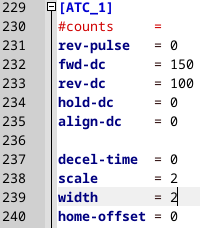
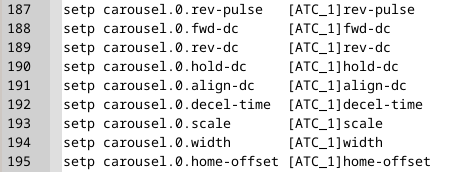
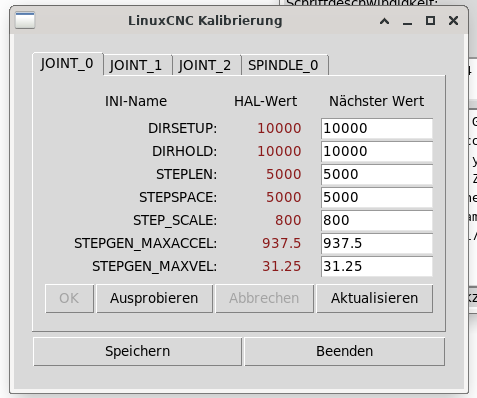
Adding Section to INI and Calibrationscreen? was created by hitchhiker
Adding Section to INI and Calibrationscreen?
Category: Basic Configuration
- roland100
- roland100
28 Jul 2025 17:52
Replied by roland100 on topic Mesa 7i96S MPG encoder on P1
Mesa 7i96S MPG encoder on P1
Category: Driver Boards
- hitchhiker
- hitchhiker
28 Jul 2025 17:08
Replied by hitchhiker on topic Servo Spindle with velocity AND position mode for Toolchanger?
Servo Spindle with velocity AND position mode for Toolchanger?
Category: Advanced Configuration
- jschulze
- jschulze
28 Jul 2025 16:35
Replied by jschulze on topic Unwinding Rotary Axis for Homing
Unwinding Rotary Axis for Homing
Category: Advanced Configuration
- sk_linuxcnc
- sk_linuxcnc
28 Jul 2025 16:06
Replied by sk_linuxcnc on topic Help : Layman configuration for Raspberry Pi 5, Linuxcnc 2.9. and Mesa 7i96
Help : Layman configuration for Raspberry Pi 5, Linuxcnc 2.9. and Mesa 7i96
Category: General LinuxCNC Questions

- sk_linuxcnc
- sk_linuxcnc
28 Jul 2025 15:54
Replied by sk_linuxcnc on topic Help : Layman configuration for Raspberry Pi 5, Linuxcnc 2.9. and Mesa 7i96
Help : Layman configuration for Raspberry Pi 5, Linuxcnc 2.9. and Mesa 7i96
Category: General LinuxCNC Questions
Time to create page: 0.434 seconds