Search Results (Searched for: )
- endian

03 Jul 2025 05:57 - 03 Jul 2025 05:59
Replied by endian on topic LinuxCNC and Beckhoff AX5000 servo drives
LinuxCNC and Beckhoff AX5000 servo drives
Category: EtherCAT
- cmorley
- cmorley
03 Jul 2025 05:44
Replied by cmorley on topic Import pin value in handler.py
Import pin value in handler.py
Category: Qtvcp
- jimmyrig
- jimmyrig
03 Jul 2025 05:10
- bentiggin
- bentiggin
03 Jul 2025 02:28
scaling for machine units per second at 10V was created by bentiggin
scaling for machine units per second at 10V
Category: General LinuxCNC Questions
- jhandel
- jhandel
03 Jul 2025 01:02
PID tuning when you have a tuned Servo in CSP mode? was created by jhandel
PID tuning when you have a tuned Servo in CSP mode?
Category: EtherCAT
- PCW

02 Jul 2025 23:58
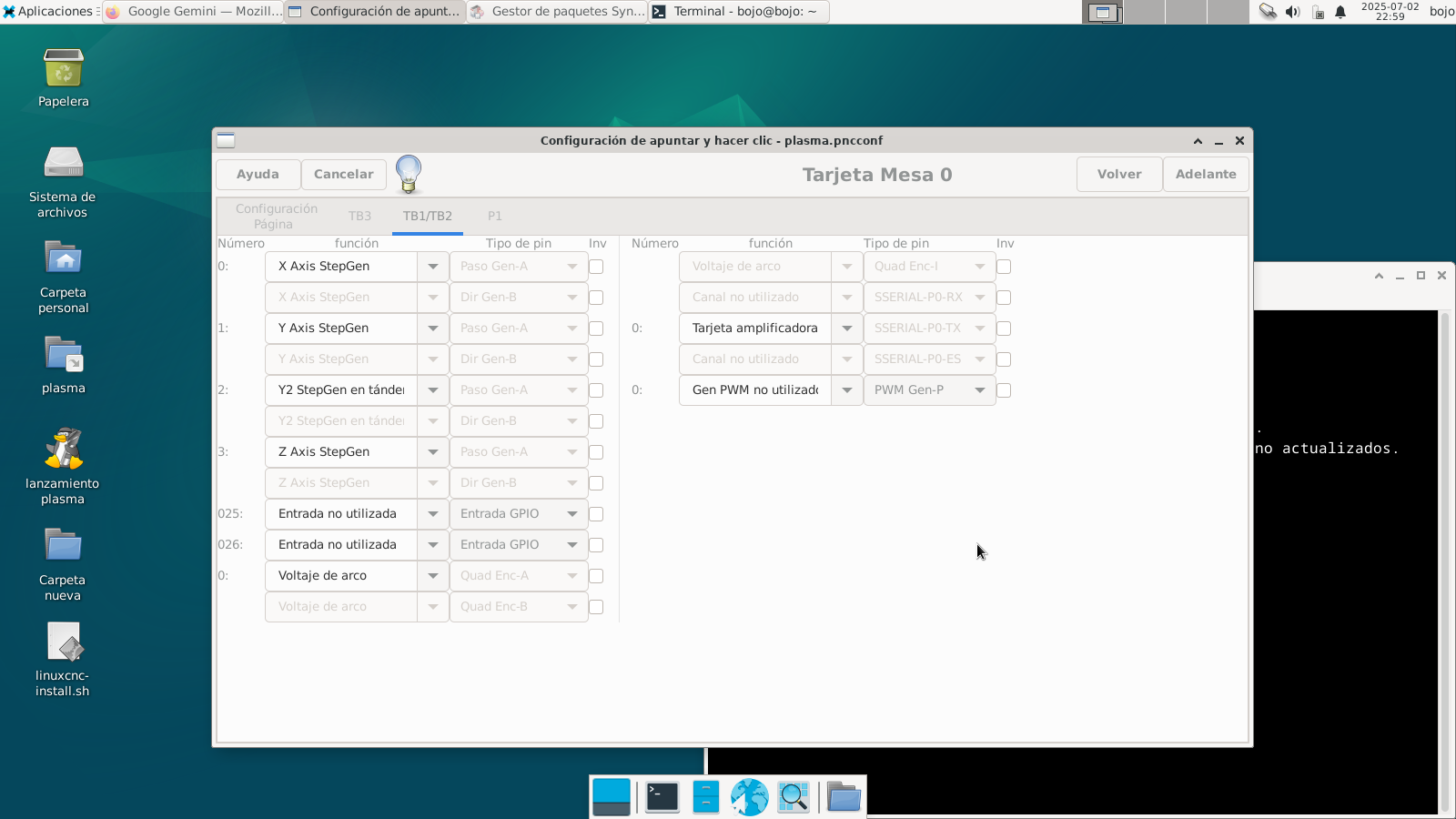
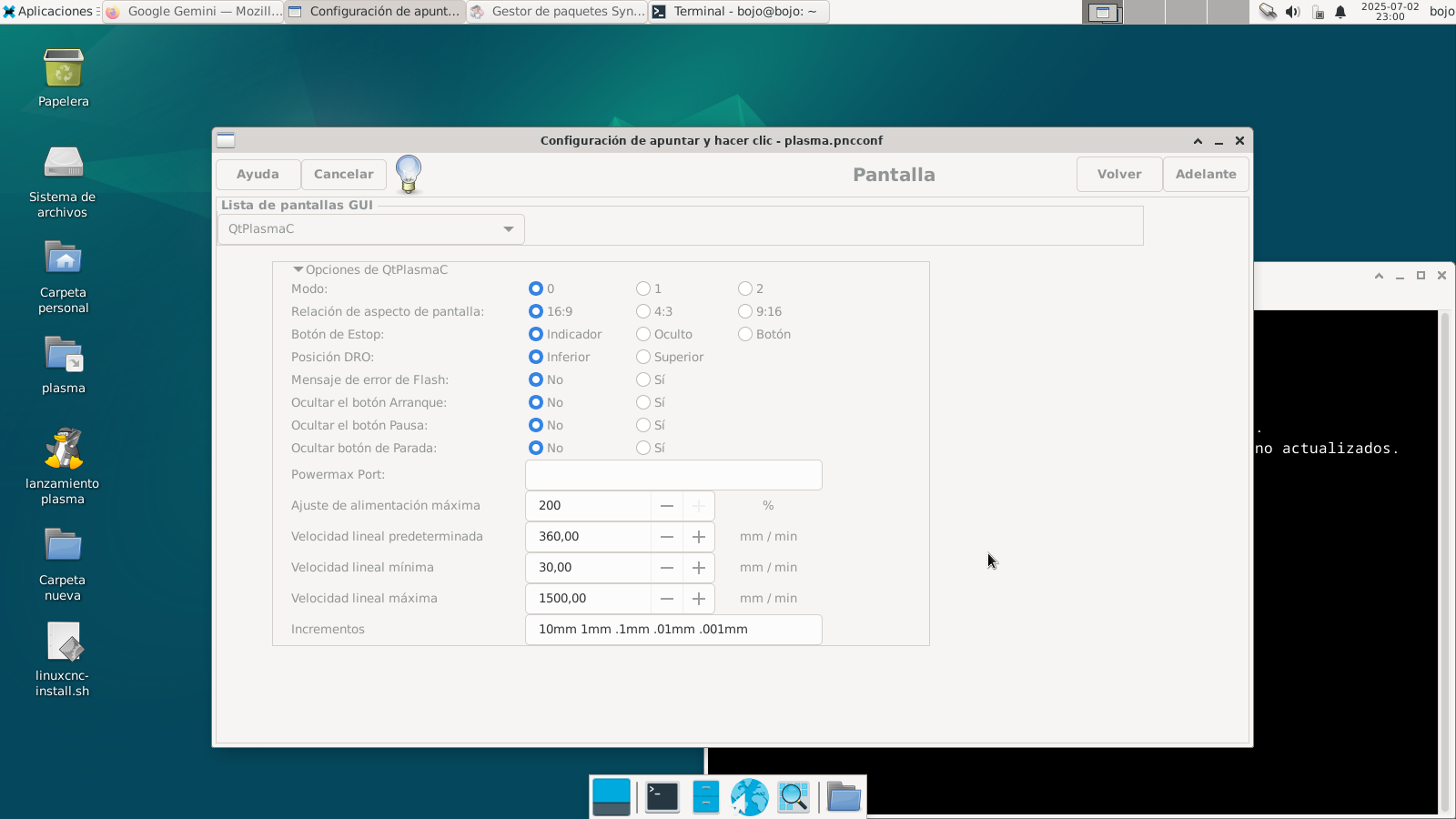
Replied by PCW on topic Configuración thcad2 con mesa 7i96s
Configuración thcad2 con mesa 7i96s
Category: General LinuxCNC Questions
- kworm
- kworm
02 Jul 2025 23:34
Replied by kworm on topic Configuración thcad2 con mesa 7i96s
Configuración thcad2 con mesa 7i96s
Category: General LinuxCNC Questions
- RogEnk
- RogEnk
02 Jul 2025 23:24
- PCW
02 Jul 2025 23:20 - 02 Jul 2025 23:22
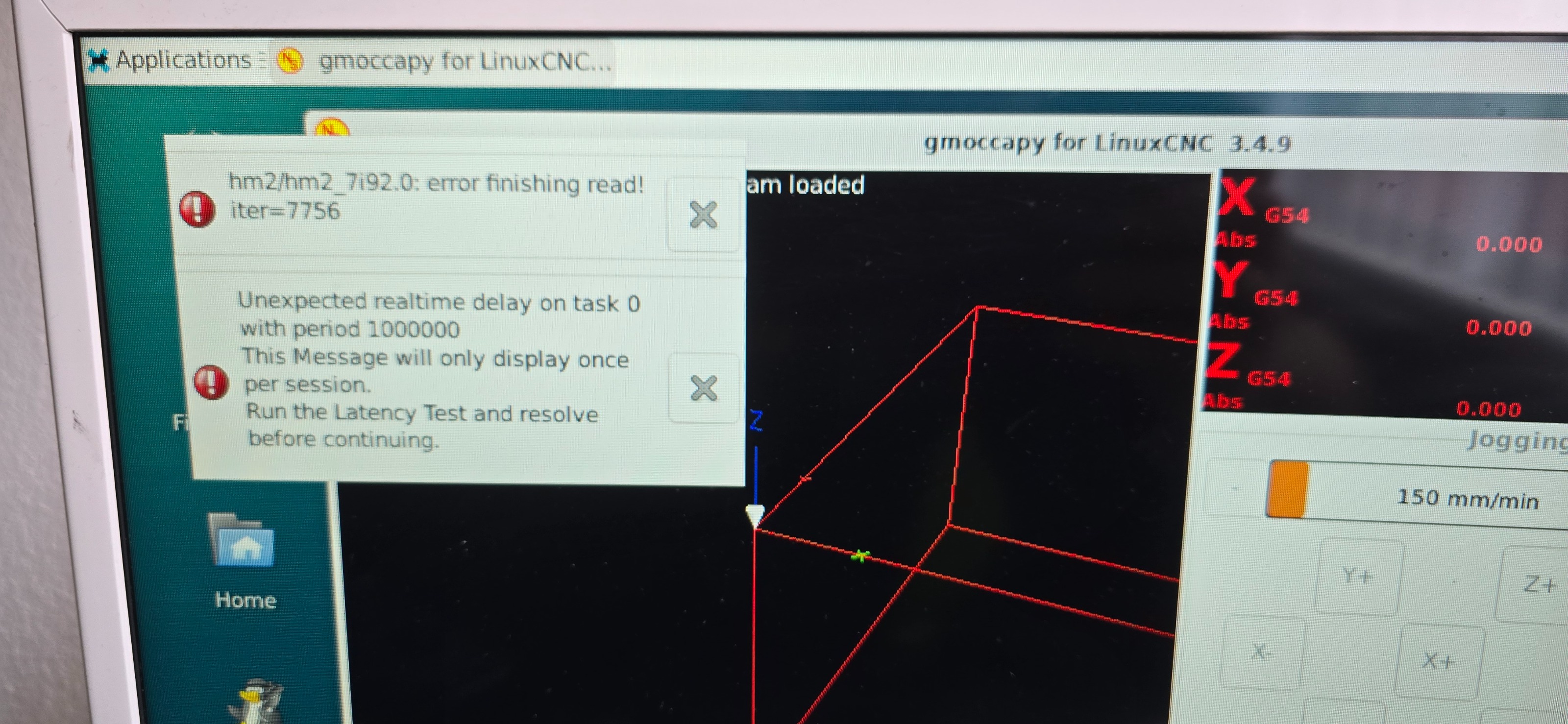
Replied by PCW on topic 7i92M very weird communication problem!!!
7i92M very weird communication problem!!!
Category: Installing LinuxCNC
- ANGELOS13
- ANGELOS13
02 Jul 2025 22:56
Replied by ANGELOS13 on topic 7i92M very weird communication problem!!!
7i92M very weird communication problem!!!
Category: Installing LinuxCNC
- PCW
02 Jul 2025 22:09 - 02 Jul 2025 22:10
Replied by PCW on topic 7i92M very weird communication problem!!!
7i92M very weird communication problem!!!
Category: Installing LinuxCNC
- Benb

02 Jul 2025 21:41
Replied by Benb on topic Servo Driver Plasma Retrofit
Servo Driver Plasma Retrofit
Category: Plasmac
- ANGELOS13
- ANGELOS13
02 Jul 2025 21:36
Replied by ANGELOS13 on topic 7i92M very weird communication problem!!!
7i92M very weird communication problem!!!
Category: Installing LinuxCNC
- PCW
02 Jul 2025 21:31
Replied by PCW on topic Configuración thcad2 con mesa 7i96s
Configuración thcad2 con mesa 7i96s
Category: General LinuxCNC Questions
- Johnnysacalu
- Johnnysacalu
02 Jul 2025 21:06
Replied by Johnnysacalu on topic Configuración thcad2 con mesa 7i96s
Configuración thcad2 con mesa 7i96s
Category: General LinuxCNC Questions
Time to create page: 0.503 seconds