Search Results (Searched for: )
- TheTinkeringMechanic1
- TheTinkeringMechanic1
20 Jun 2025 15:19
Replied by TheTinkeringMechanic1 on topic Reposition Preview grid.
Reposition Preview grid.
Category: Basic Configuration
- Aciera

20 Jun 2025 15:06
Replied by Aciera on topic Reposition Preview grid.
Reposition Preview grid.
Category: Basic Configuration
- AdelRTP
- AdelRTP
20 Jun 2025 15:04
- unknown
- unknown
20 Jun 2025 14:50
Replied by unknown on topic (SOLVED) hal_gpio: Operation not permitted fault cannot be solved
(SOLVED) hal_gpio: Operation not permitted fault cannot be solved
Category: HAL
- unknown
- unknown
20 Jun 2025 14:47
Replied by unknown on topic (SOLVED) hal_gpio: Operation not permitted fault cannot be solved
(SOLVED) hal_gpio: Operation not permitted fault cannot be solved
Category: HAL
- PCW

20 Jun 2025 14:26
Replied by PCW on topic Lo ejes dejaron de moverse
Lo ejes dejaron de moverse
Category: General LinuxCNC Questions
- bladekel
- bladekel
20 Jun 2025 14:15 - 20 Jun 2025 14:19
(SOLVED) hal_gpio: Operation not permitted fault cannot be solved was created by bladekel
(SOLVED) hal_gpio: Operation not permitted fault cannot be solved
Category: HAL
- Sekai
- Sekai
20 Jun 2025 14:03
- TheTinkeringMechanic1
- TheTinkeringMechanic1
20 Jun 2025 13:28
Replied by TheTinkeringMechanic1 on topic Reposition Preview grid.
Reposition Preview grid.
Category: Basic Configuration
- Johnnysacalu
- Johnnysacalu
20 Jun 2025 12:40
Replied by Johnnysacalu on topic Lo ejes dejaron de moverse
Lo ejes dejaron de moverse
Category: General LinuxCNC Questions
- Aciera
20 Jun 2025 12:39
Replied by Aciera on topic Reposition Preview grid.
Reposition Preview grid.
Category: Basic Configuration
- TheTinkeringMechanic1
- TheTinkeringMechanic1
20 Jun 2025 11:57
Replied by TheTinkeringMechanic1 on topic Reposition Preview grid.
Reposition Preview grid.
Category: Basic Configuration
- Aciera
20 Jun 2025 11:49
Replied by Aciera on topic Fanuc-Style Toolchange
Fanuc-Style Toolchange
Category: Advanced Configuration
- knipknap
- knipknap
20 Jun 2025 11:09
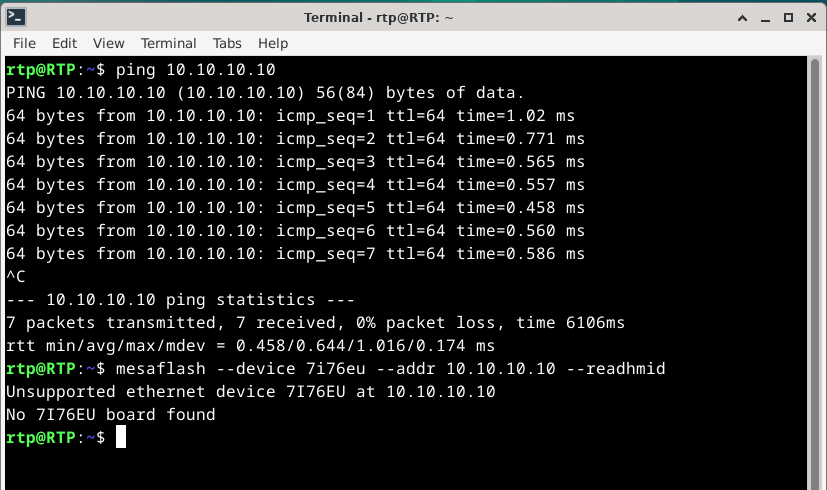
Replied by knipknap on topic MESA 7i76E burning out issue
MESA 7i76E burning out issue
Category: Driver Boards
- meister
- meister
20 Jun 2025 10:55 - 20 Jun 2025 10:59
")
Time to create page: 2.755 seconds