Search Results (Searched for: )
- Sandro
- Sandro
10 Feb 2025 17:32 - 10 Feb 2025 17:33
Replied by Sandro on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- unknown
- unknown
10 Feb 2025 17:05
Replied by unknown on topic The dumification of humanity through internet
The dumification of humanity through internet
Category: Off Topic and Test Posts
- NT4Boy
- NT4Boy
10 Feb 2025 16:59 - 10 Feb 2025 17:00
Replied by NT4Boy on topic HURCO KMB-1 Control Update
HURCO KMB-1 Control Update
Category: Milling Machines
- Todd Zuercher

10 Feb 2025 16:46
- IB_CnC
- IB_CnC
10 Feb 2025 16:43 - 10 Feb 2025 16:52
Replied by IB_CnC on topic ProbeBasic and sidemount, retractable 3D Probe
ProbeBasic and sidemount, retractable 3D Probe
Category: QtPyVCP
- MaHa
- MaHa
10 Feb 2025 16:34
- tommylight

10 Feb 2025 16:15
Replied by tommylight on topic The dumification of humanity through internet
The dumification of humanity through internet
Category: Off Topic and Test Posts
")
- Hakan
- Hakan
10 Feb 2025 16:05
- Hakan
- Hakan
10 Feb 2025 16:01
Replied by Hakan on topic Ethercat + step/dir signals
Ethercat + step/dir signals
Category: EtherCAT
- Reddiamonduk
- Reddiamonduk
10 Feb 2025 15:59 - 10 Feb 2025 23:15
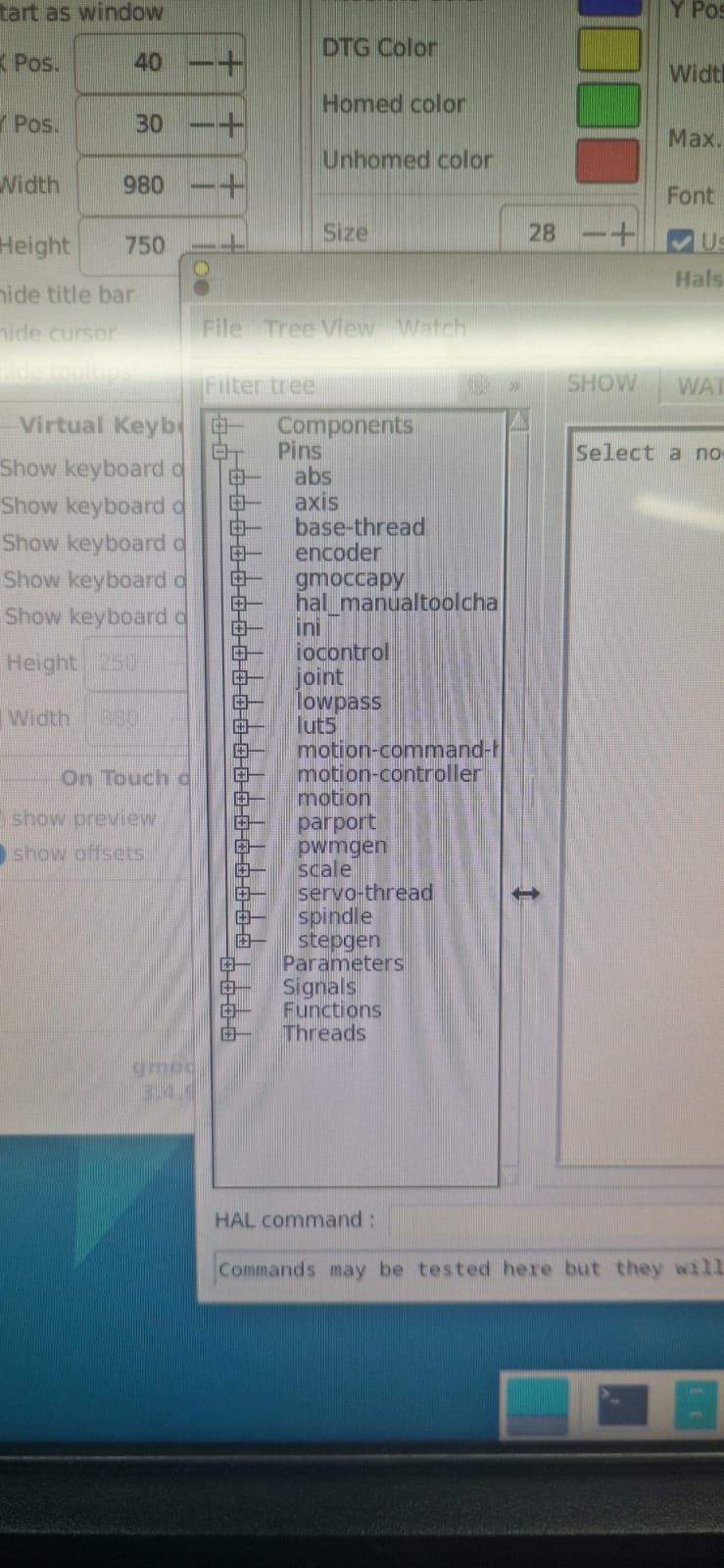
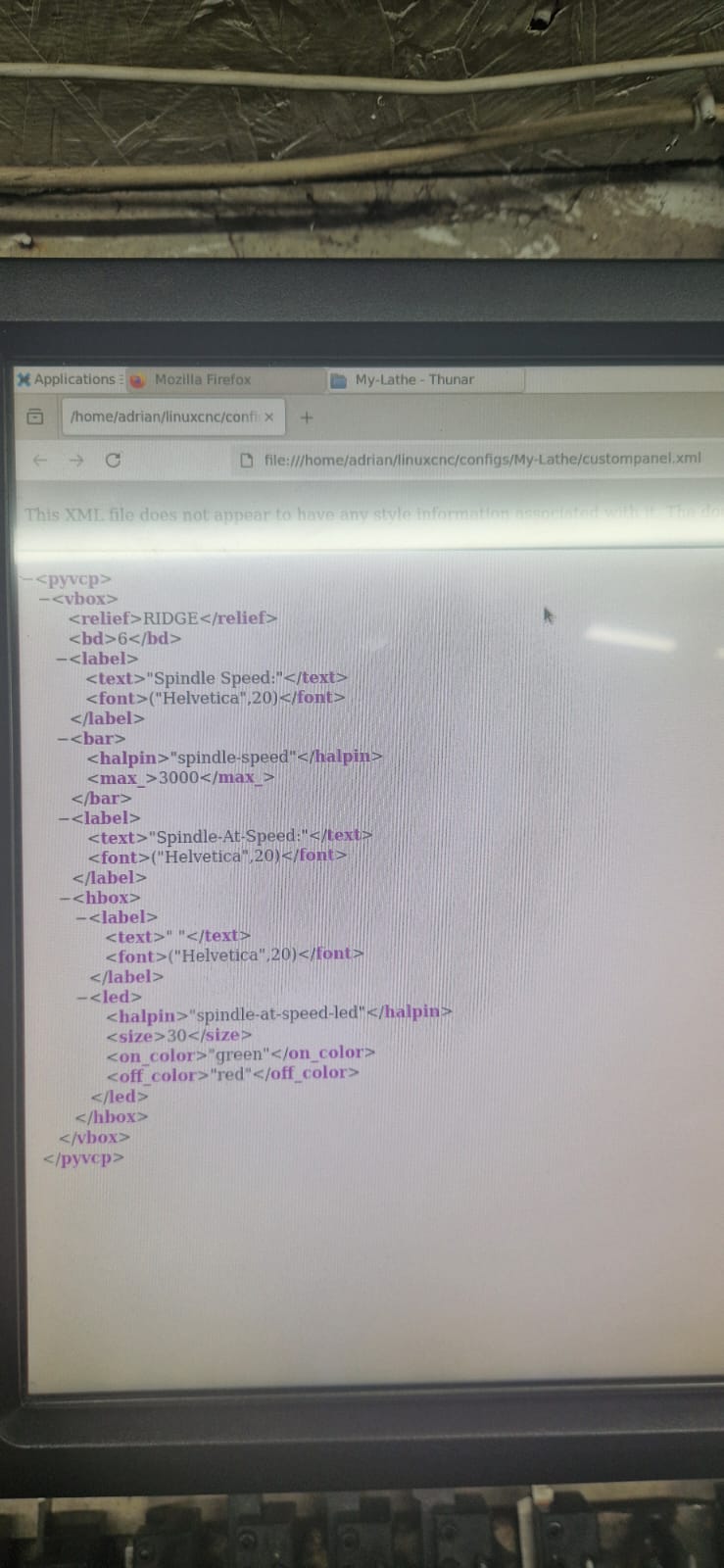
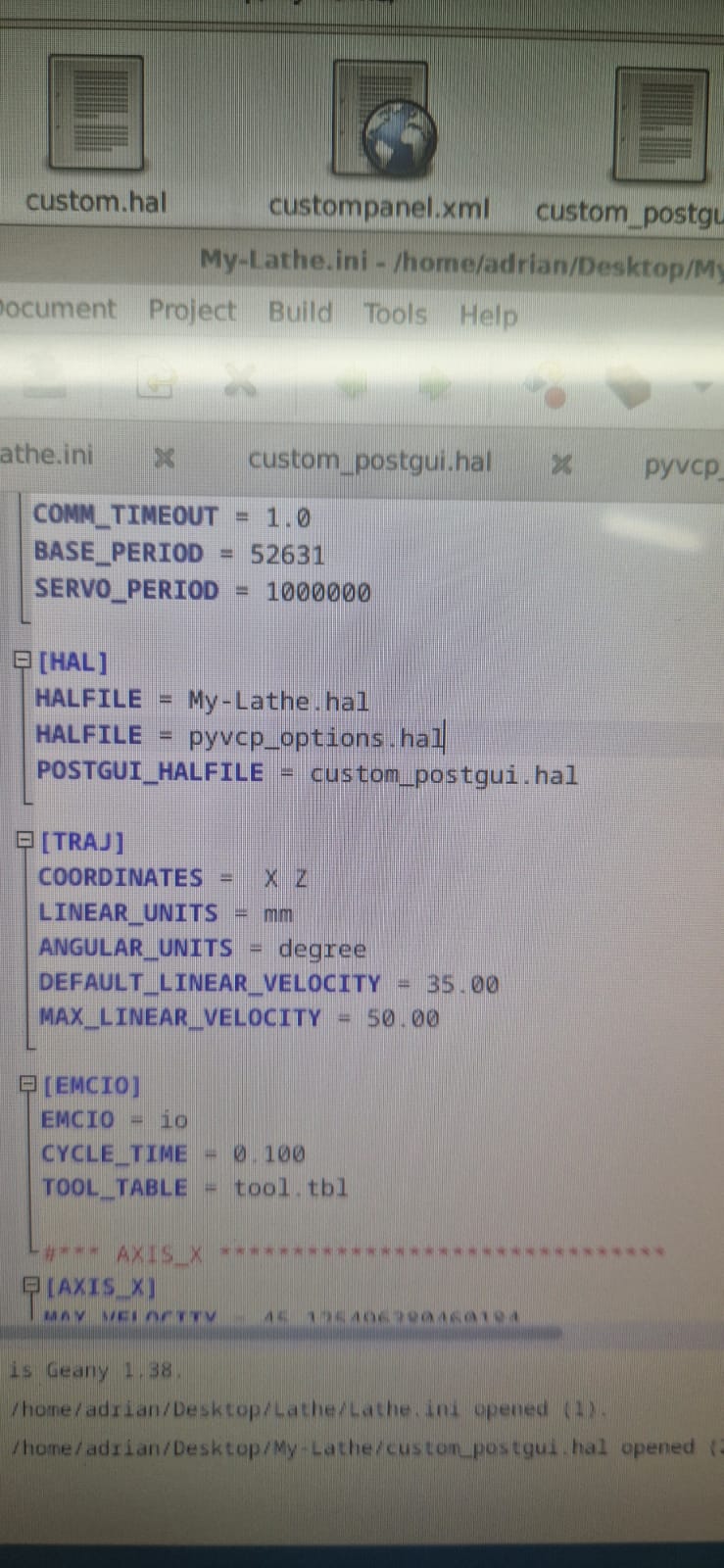
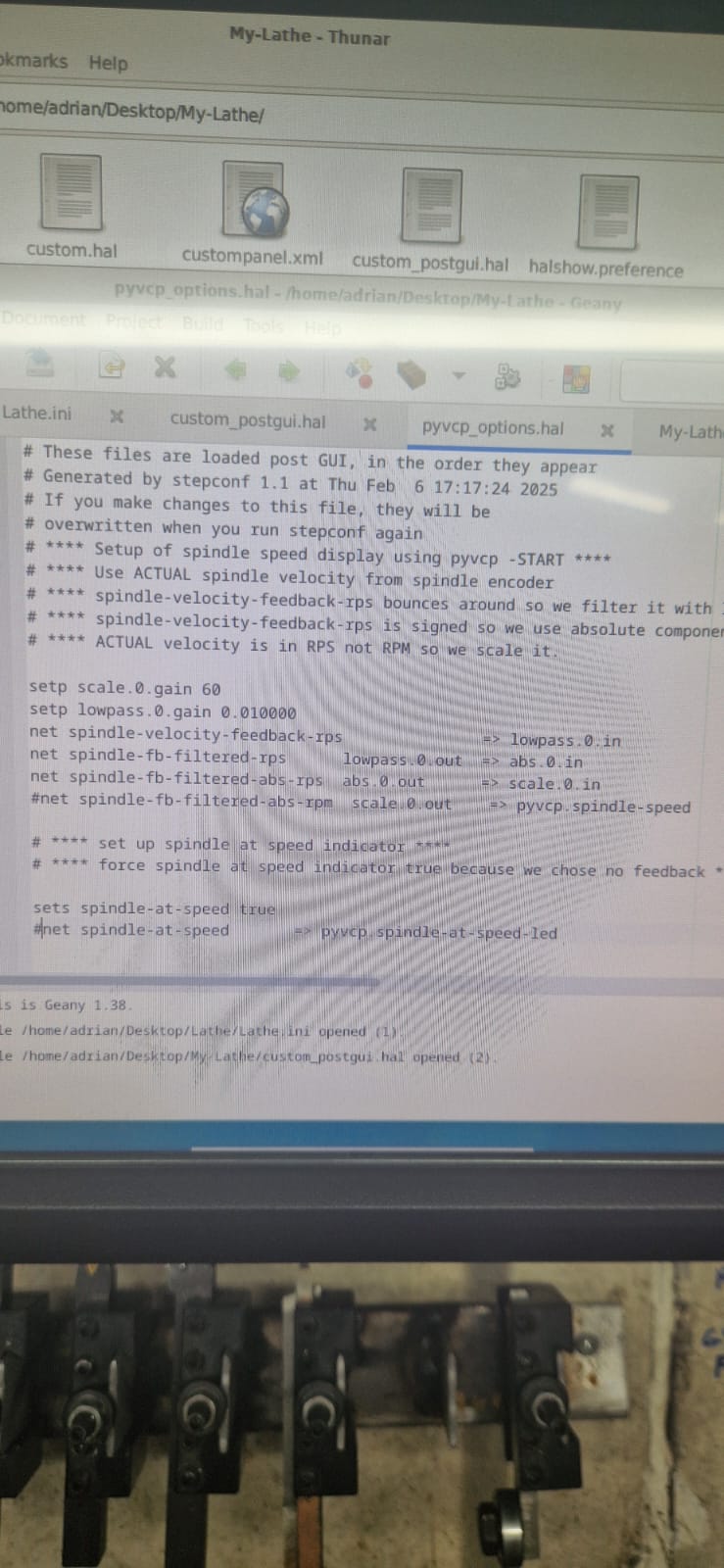
Replied by Reddiamonduk on topic Error starting gmoccapy with spindle speed display.
Error starting gmoccapy with spindle speed display.
Category: pyVCP
- CADdy

10 Feb 2025 15:34
Replied by CADdy on topic Ethercat + step/dir signals
Ethercat + step/dir signals
Category: EtherCAT
- spontarelliam
- spontarelliam
10 Feb 2025 15:24
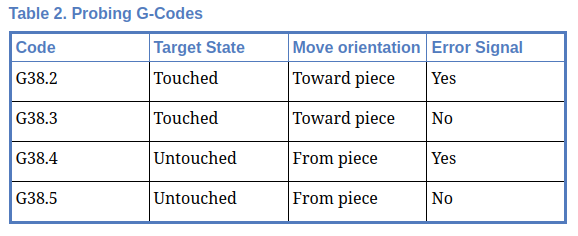
Z probing with G38.4 was created by spontarelliam
Z probing with G38.4
Category: Advanced Configuration
- PCW

10 Feb 2025 15:18
Replied by PCW on topic need help! mesa 7i95 connection problem
need help! mesa 7i95 connection problem
Category: Driver Boards
- Todd Zuercher
10 Feb 2025 14:58
- noqui
- noqui
10 Feb 2025 14:16
error running telnet using linuxcncrsh was created by noqui
error running telnet using linuxcncrsh
Category: General LinuxCNC Questions
Time to create page: 0.569 seconds