Search Results (Searched for: )
- PCW

07 Feb 2025 15:31
Replied by PCW on topic 7i96s Replacement Needed
7i96s Replacement Needed
Category: General LinuxCNC Questions
- tommy
- tommy
07 Feb 2025 15:15
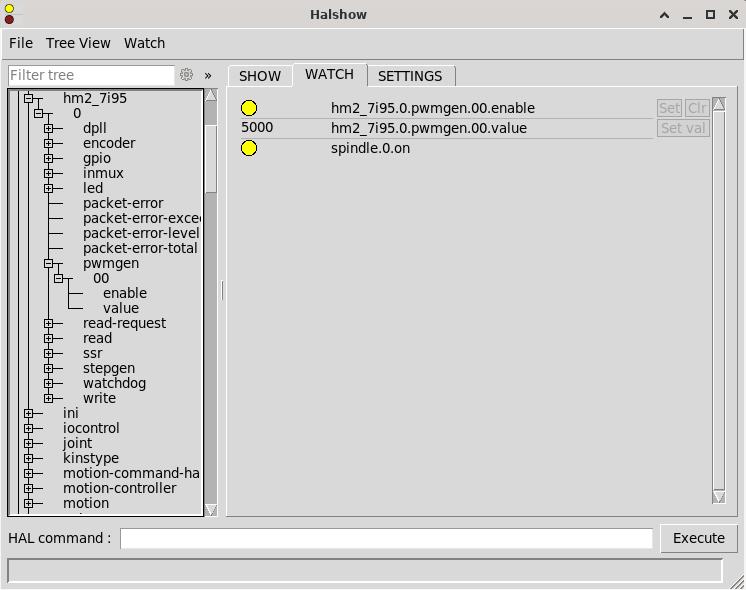
Replied by tommy on topic 7i95T + 7i78 spindle configuration
7i95T + 7i78 spindle configuration
Category: Basic Configuration
- Sandro
- Sandro
07 Feb 2025 15:02 - 07 Feb 2025 15:08
- slowpoke
- slowpoke
07 Feb 2025 14:31
Replied by slowpoke on topic Indivudual home buttons - EMC2-Axis
Indivudual home buttons - EMC2-Axis
Category: General LinuxCNC Questions
- cakeslob
- cakeslob
07 Feb 2025 14:21
Replied by cakeslob on topic Indivudual home buttons - EMC2-Axis
Indivudual home buttons - EMC2-Axis
Category: General LinuxCNC Questions
- tommylight

07 Feb 2025 13:10
Replied by tommylight on topic 7i96s Replacement Needed
7i96s Replacement Needed
Category: General LinuxCNC Questions
- beauxnez
- beauxnez
07 Feb 2025 13:09
Replied by beauxnez on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- tommylight
07 Feb 2025 13:05
Replied by tommylight on topic Tandem Motor Free to Turn - Mesa 7i96s
Tandem Motor Free to Turn - Mesa 7i96s
Category: Basic Configuration
- unknown
- unknown
07 Feb 2025 12:31
Replied by unknown on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
")
- Grotius

07 Feb 2025 12:20
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions

- jhandel
- jhandel
07 Feb 2025 12:17
Replied by jhandel on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- Grad
- Grad
07 Feb 2025 11:20
Replied by Grad on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- GeckoWorks
- GeckoWorks
07 Feb 2025 10:24
Replied by GeckoWorks on topic Index homing Mesa 7i96s
Index homing Mesa 7i96s
Category: PnCConf Wizard
- babinda01
- babinda01
07 Feb 2025 10:24
Replied by babinda01 on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- unknown
- unknown
07 Feb 2025 10:16
Replied by unknown on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
Time to create page: 0.463 seconds