Search Results (Searched for: )
- Artur_1617
15 Jan 2025 19:08 - 15 Jan 2025 19:09
Replied by Artur_1617 on topic linuxcnc 2.9.2/2.9.3 toolchanger problem
linuxcnc 2.9.2/2.9.3 toolchanger problem
Category: Advanced Configuration
- Aciera

15 Jan 2025 18:09 - 15 Jan 2025 18:11
Replied by Aciera on topic linuxcnc 2.9.2/2.9.3 toolchanger problem
linuxcnc 2.9.2/2.9.3 toolchanger problem
Category: Advanced Configuration
- programador

15 Jan 2025 18:07
- DieLimo
- DieLimo
15 Jan 2025 18:01
Replied by DieLimo on topic Coordinate system in GUI does not match machine
Coordinate system in GUI does not match machine
Category: Basic Configuration
")
- Aciera
15 Jan 2025 17:59
- R0ttencandy
- R0ttencandy
15 Jan 2025 17:22 - 15 Jan 2025 18:00
Replied by R0ttencandy on topic Linuxcnc 2.9.2 and 2.93 images for Raspberry Pi 4b & 5
Linuxcnc 2.9.2 and 2.93 images for Raspberry Pi 4b & 5
Category: Installing LinuxCNC
- Artur_1617
15 Jan 2025 16:33 - 15 Jan 2025 16:37
Replied by Artur_1617 on topic linuxcnc 2.9.2/2.9.3 toolchanger problem
linuxcnc 2.9.2/2.9.3 toolchanger problem
Category: Advanced Configuration
- Martin.L
- Martin.L
15 Jan 2025 16:27 - 15 Jan 2025 16:36
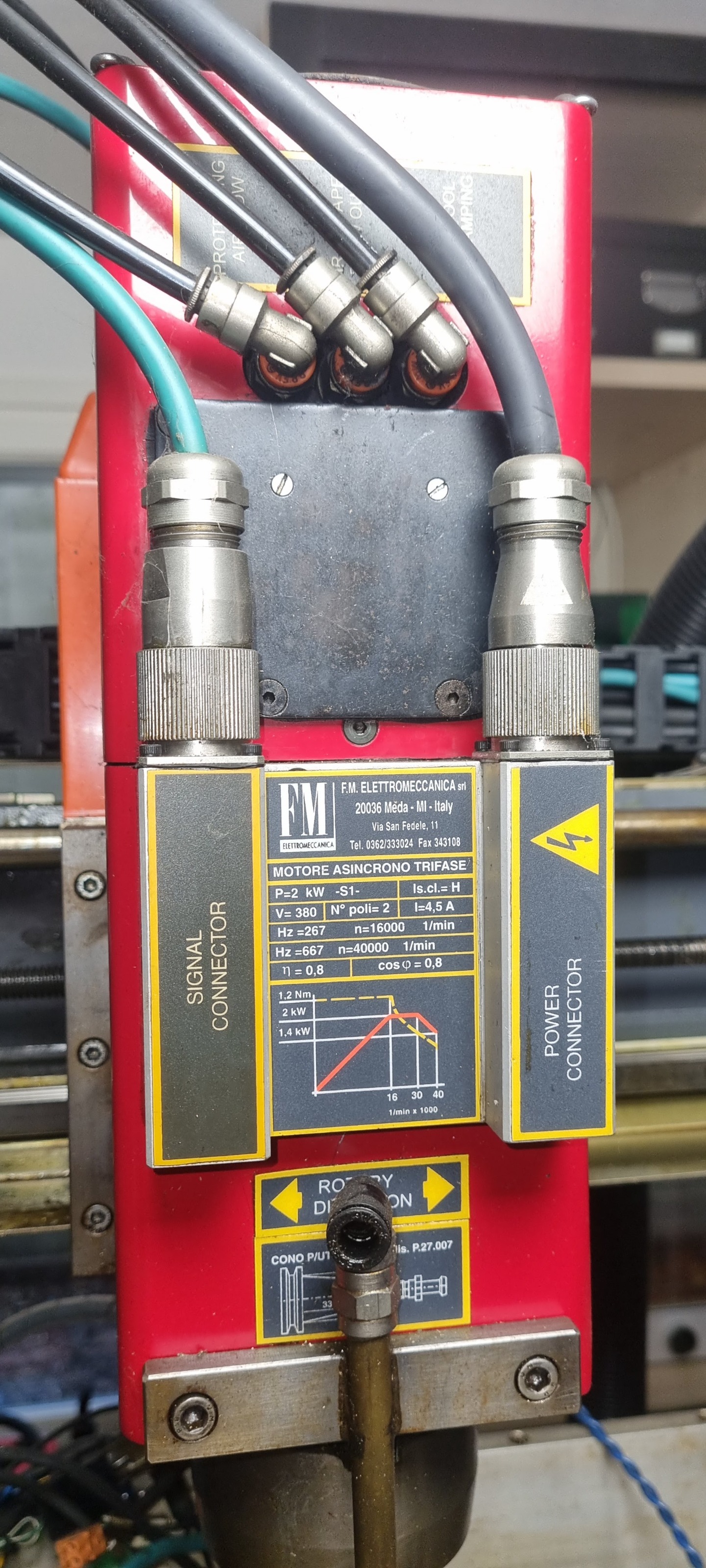
MS300 with CMM-EC02 to retrofit an existing electrospindle spindle was created by Martin.L
MS300 with CMM-EC02 to retrofit an existing electrospindle spindle
Category: EtherCAT

- KrisR
- KrisR
15 Jan 2025 16:24
- Plasmanfm
- Plasmanfm
15 Jan 2025 16:22 - 15 Jan 2025 16:28
Replied by Plasmanfm on topic Maus funktioniert nicht bei Spindel Start
Maus funktioniert nicht bei Spindel Start
Category: Deutsch
- PCW

15 Jan 2025 16:02 - 16 Jan 2025 00:22
- Aciera
15 Jan 2025 15:18 - 15 Jan 2025 15:22
Replied by Aciera on topic Using G64 with M66 for smooth robot control
Using G64 with M66 for smooth robot control
Category: General LinuxCNC Questions
- PCW
15 Jan 2025 15:13 - 15 Jan 2025 15:46
- Aciera
15 Jan 2025 15:07
Replied by Aciera on topic LinuxCNC with OKUMA OSP MX-55VA
LinuxCNC with OKUMA OSP MX-55VA
Category: Basic Configuration
- PCW
15 Jan 2025 15:02
Time to create page: 0.492 seconds