Search Results (Searched for: )
- B.Reilly01
- B.Reilly01
27 Dec 2024 13:16
- Aciera

27 Dec 2024 13:06 - 27 Dec 2024 13:11
- nicton
- nicton
27 Dec 2024 13:02
Is the encoder feedback loop inside 7i92 (5ABOB_Enc)? was created by nicton
Is the encoder feedback loop inside 7i92 (5ABOB_Enc)?
Category: Driver Boards
- slowpoke
- slowpoke
27 Dec 2024 12:46
- MaHa
- MaHa
27 Dec 2024 12:28
- RNJFAB
- RNJFAB
27 Dec 2024 11:55
Replied by RNJFAB on topic Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Category: Show Your Stuff
- macrimarco001
- macrimarco001
27 Dec 2024 11:28
Replied by macrimarco001 on topic Newbie looking for a hardware configuration based on Raspberry Pi
Newbie looking for a hardware configuration based on Raspberry Pi
Category: Computers and Hardware
")
- CaspianCmonster
- CaspianCmonster
27 Dec 2024 11:24
- abdulasis12
- abdulasis12
27 Dec 2024 11:18 - 27 Dec 2024 11:21
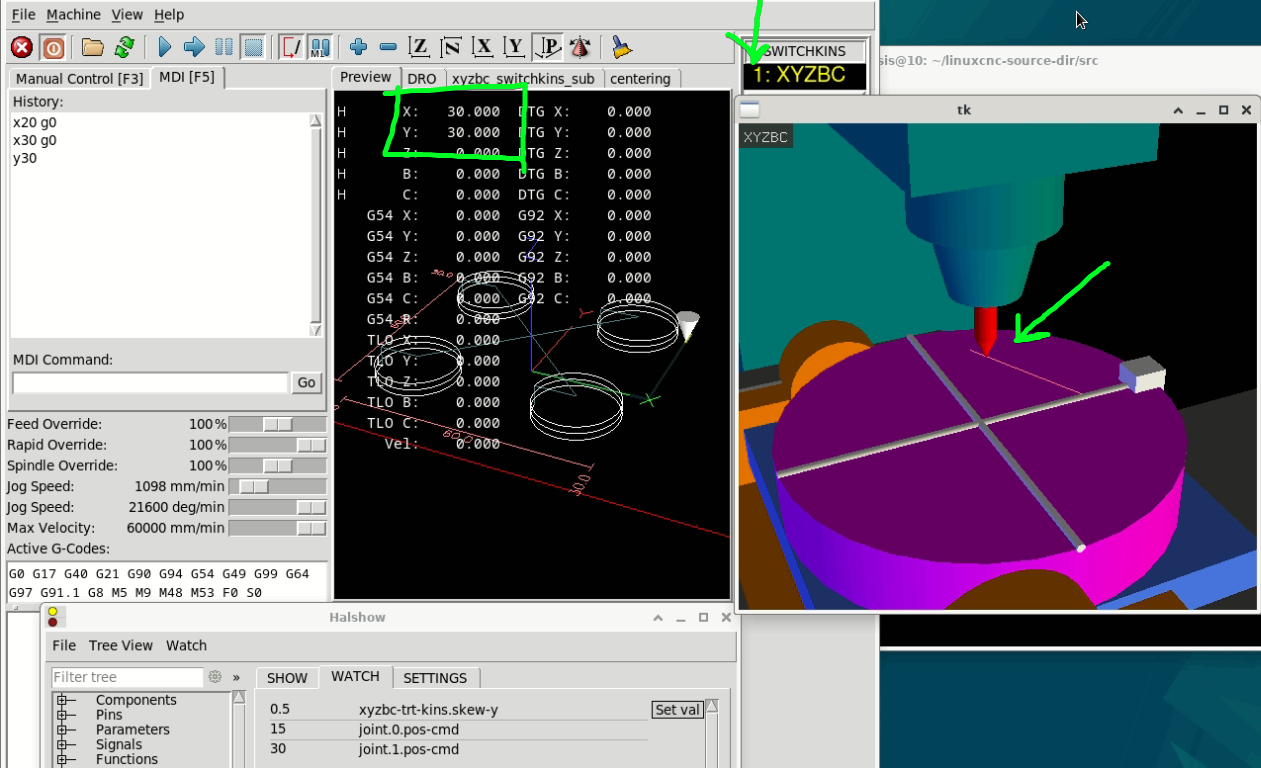
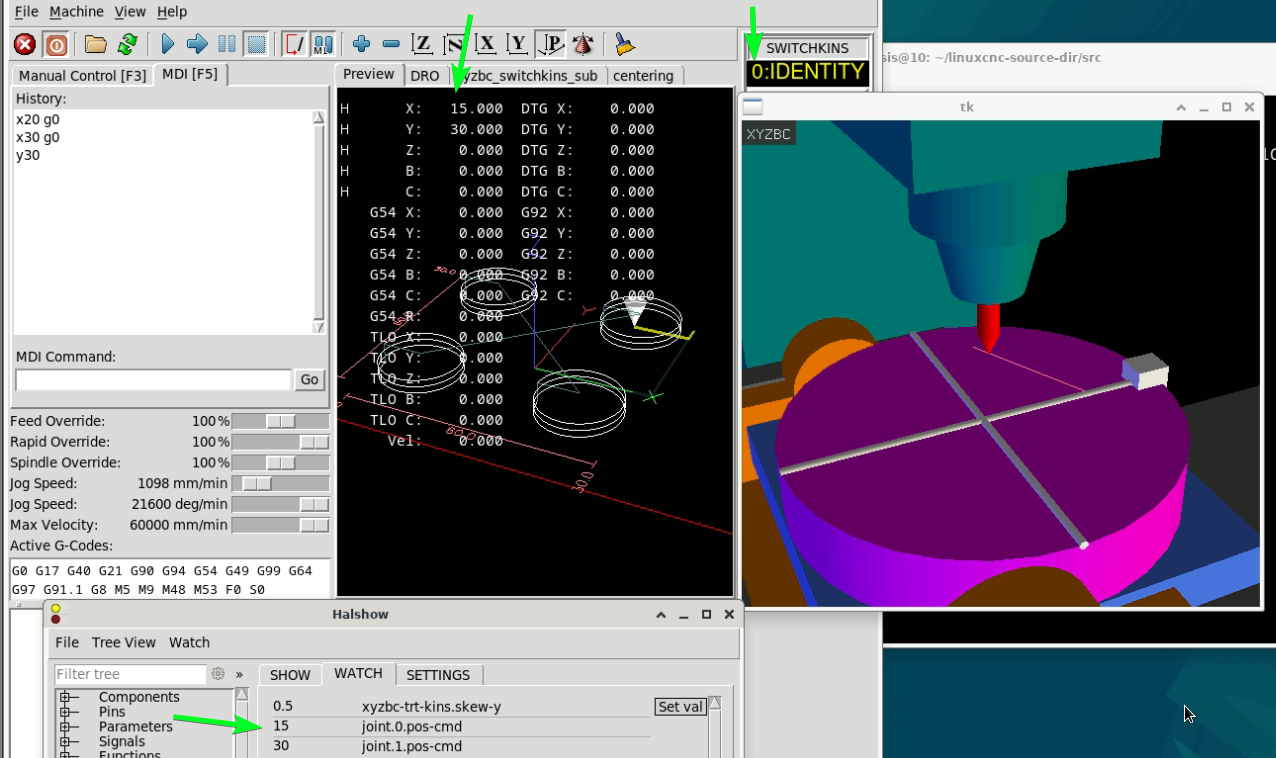
Replied by abdulasis12 on topic Skew correction/perpendicularity correction (millkins or millkins_xyz)
Skew correction/perpendicularity correction (millkins or millkins_xyz)
Category: Basic Configuration
- Aciera
27 Dec 2024 10:47
- Aciera
27 Dec 2024 10:30
- AD_15
- AD_15
27 Dec 2024 09:31 - 27 Dec 2024 09:49
- abdulasis12
- abdulasis12
27 Dec 2024 08:44 - 27 Dec 2024 08:44
Replied by abdulasis12 on topic Skew correction/perpendicularity correction (millkins or millkins_xyz)
Skew correction/perpendicularity correction (millkins or millkins_xyz)
Category: Basic Configuration
- aikiaviator
- aikiaviator
27 Dec 2024 07:43
Replied by aikiaviator on topic To Probe Basic from Gmoccapy
To Probe Basic from Gmoccapy
Category: QtPyVCP
- timo
- timo
27 Dec 2024 04:34
Time to create page: 0.598 seconds