Search Results (Searched for: )
- Lcvette

27 Dec 2024 03:21
Replied by Lcvette on topic To Probe Basic from Gmoccapy
To Probe Basic from Gmoccapy
Category: QtPyVCP
- ihavenofish
- ihavenofish
27 Dec 2024 01:45
Replied by ihavenofish on topic Mini wannabe datron build
Mini wannabe datron build
Category: CNC Machines
")
- Jdolecki
- Jdolecki
27 Dec 2024 01:29
- wrhammer
- wrhammer
27 Dec 2024 01:28
Replied by wrhammer on topic Python commands lag time for remap
Python commands lag time for remap
Category: Advanced Configuration
- Benb

27 Dec 2024 01:10
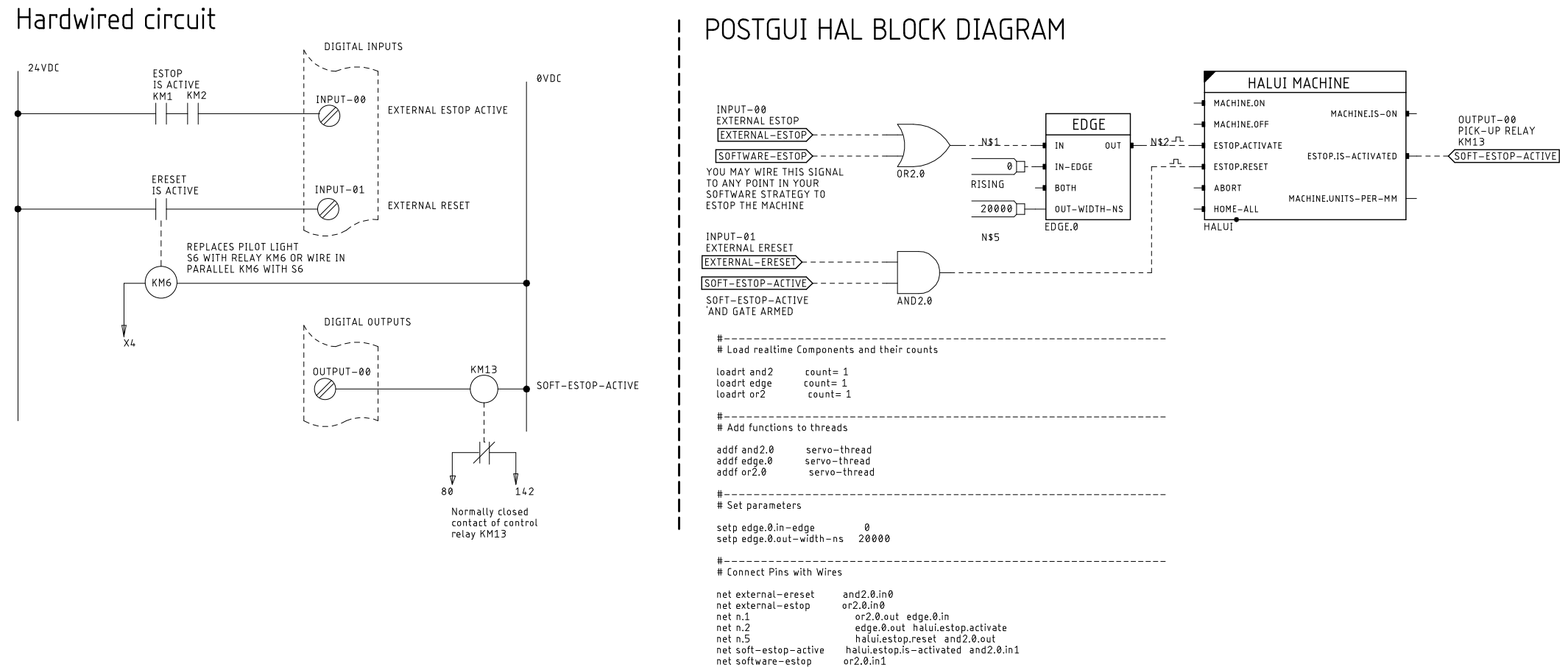
Replied by Benb on topic Physical safety relay and software estop latch working together?
Physical safety relay and software estop latch working together?
Category: HAL
- aikiaviator
- aikiaviator
27 Dec 2024 00:40 - 27 Dec 2024 02:36
Replied by aikiaviator on topic To Probe Basic from Gmoccapy
To Probe Basic from Gmoccapy
Category: QtPyVCP
- scotta

27 Dec 2024 00:09
Replied by scotta on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- tommylight

27 Dec 2024 00:03
Replied by tommylight on topic Boxford 260 CMC 1989 mod
Boxford 260 CMC 1989 mod
Category: Milling Machines
- Rune_cnc
- Rune_cnc
26 Dec 2024 23:55
Boxford 260 CMC 1989 mod was created by Rune_cnc
Boxford 260 CMC 1989 mod
Category: Milling Machines

- PCW

26 Dec 2024 23:47
Replied by PCW on topic My Speeds dont work for my M codes.
My Speeds dont work for my M codes.
Category: G&M Codes
- Rune_cnc
- Rune_cnc
26 Dec 2024 23:38
Replied by Rune_cnc on topic My Speeds dont work for my M codes.
My Speeds dont work for my M codes.
Category: G&M Codes
- slowpoke
- slowpoke
26 Dec 2024 23:14
- michi
- michi
26 Dec 2024 23:00 - 26 Dec 2024 23:01
Replied by michi on topic Debian 12 Bookworm Update problem
Debian 12 Bookworm Update problem
Category: Installing LinuxCNC
- beauxnez
- beauxnez
26 Dec 2024 22:49
Replied by beauxnez on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- PCW
26 Dec 2024 22:40
Replied by PCW on topic My Speeds dont work for my M codes.
My Speeds dont work for my M codes.
Category: G&M Codes
Time to create page: 0.489 seconds