Search Results (Searched for: )
- kbec
- kbec
21 Oct 2024 17:52
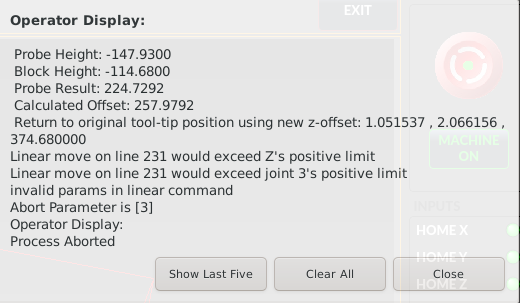
Help with probe/tool setter in qtdragon was created by kbec
Help with probe/tool setter in qtdragon
Category: Other User Interfaces
- martin2day
- martin2day
21 Oct 2024 17:46
")
- gardenweazel

21 Oct 2024 17:19
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Inconsistent values from Versaprobe
Category: Qtvcp
- gardenweazel
21 Oct 2024 17:17
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Inconsistent values from Versaprobe
Category: Qtvcp
- Grotius

21 Oct 2024 17:14
Replied by Grotius on topic c++ compiling error
c++ compiling error
Category: Advanced Configuration

- Grotius
21 Oct 2024 16:49
Replied by Grotius on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- PCW

21 Oct 2024 16:47
Replied by PCW on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
- vmihalca
- vmihalca
21 Oct 2024 16:23
Replied by vmihalca on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
- Macwolf
- Macwolf
21 Oct 2024 16:15
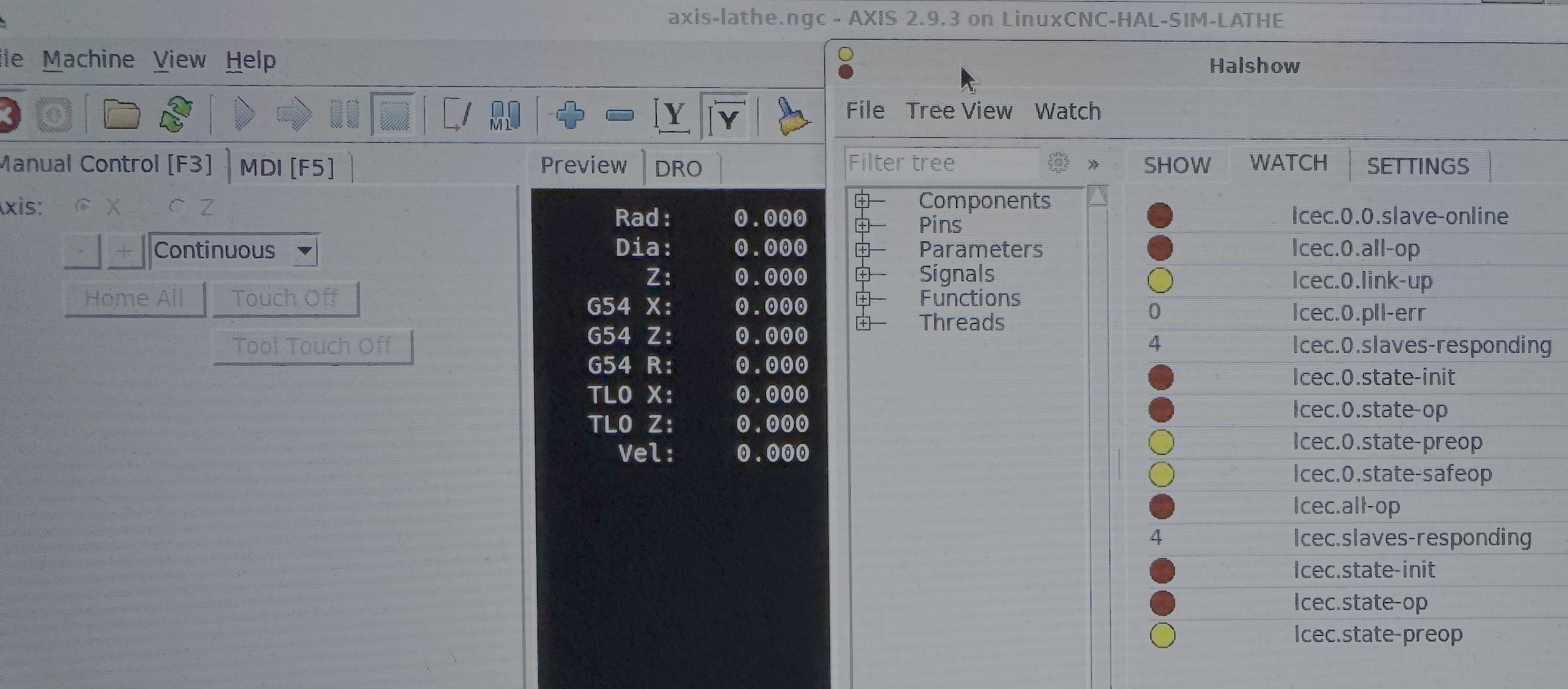
Replied by Macwolf on topic Beckhoff components crasht Linuxcnc
Beckhoff components crasht Linuxcnc
Category: EtherCAT
- Plasmanfm
- Plasmanfm
21 Oct 2024 16:10
Replied by Plasmanfm on topic G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
G-Code Verarbeitung: Kurze Pausen zwischen Bewegungen - Wie beschleunigen?
Category: Deutsch
- PCW
21 Oct 2024 16:09
Replied by PCW on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
- tommylight

21 Oct 2024 16:08
Replied by tommylight on topic Laser bleibt wegen M3 immer kurz stehen, wie kann man das beheben?
Laser bleibt wegen M3 immer kurz stehen, wie kann man das beheben?
Category: G&M Codes
- tommylight
21 Oct 2024 16:05
Replied by tommylight on topic Gecko 540 + Mesa 5i25 configuration.
Gecko 540 + Mesa 5i25 configuration.
Category: Basic Configuration
- tommylight
21 Oct 2024 15:53
Replied by tommylight on topic About lathe spindle encoder
About lathe spindle encoder
Category: General LinuxCNC Questions
- vmihalca
- vmihalca
21 Oct 2024 15:52
Replied by vmihalca on topic 7i95T spindle control via Modbus RS485 and SPINX1A
7i95T spindle control via Modbus RS485 and SPINX1A
Category: Driver Boards
Time to create page: 0.694 seconds