Search Results (Searched for: )
- Gautham
- Gautham
17 Jan 2025 09:07
Replied by Gautham on topic Rotating Axis Controlled by a Ballscrew
Rotating Axis Controlled by a Ballscrew
Category: Basic Configuration
- hmnijp
- hmnijp
17 Jan 2025 09:04
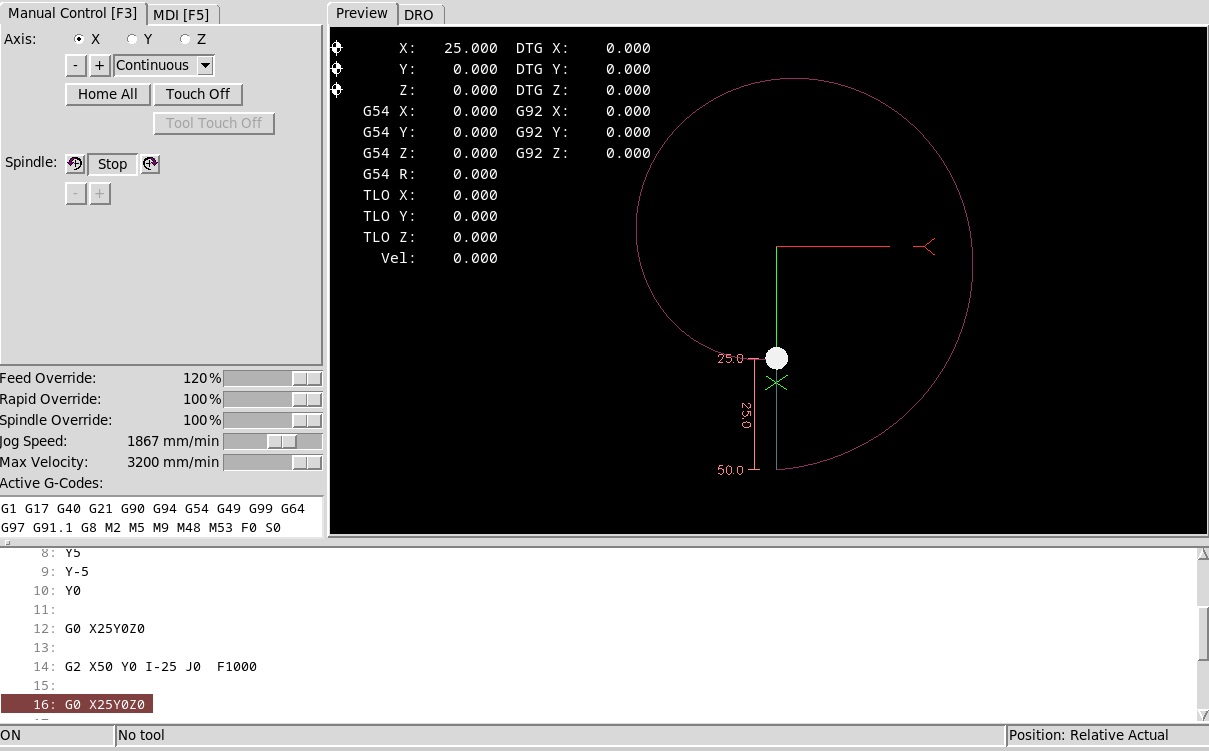
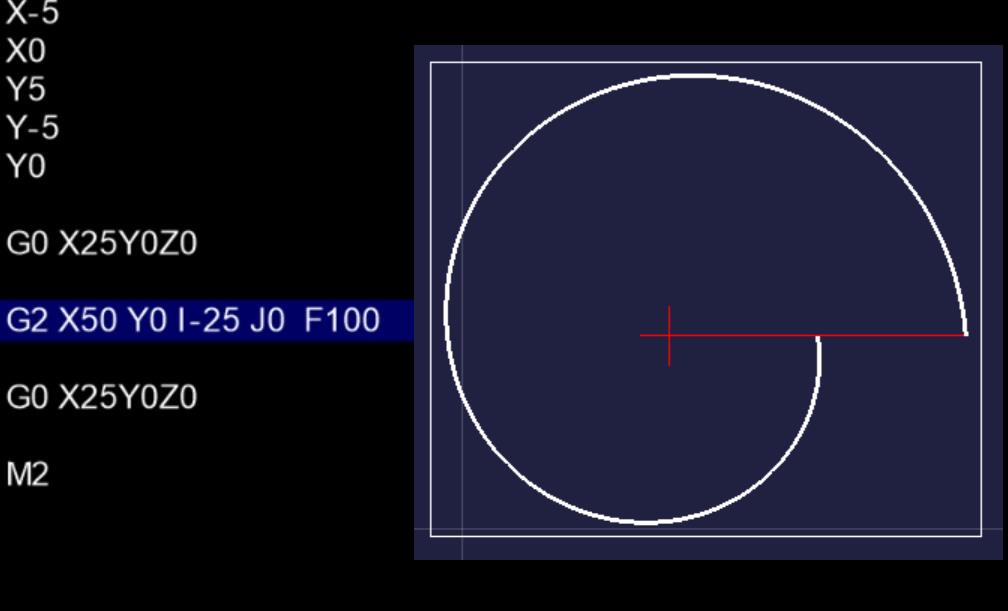
Replied by hmnijp on topic Error message "Radius to end of arc differs....etc etc"
Error message "Radius to end of arc differs....etc etc"
Category: General LinuxCNC Questions
- Nserega.90
- Nserega.90
17 Jan 2025 09:01
Replied by Nserega.90 on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards
- hellvetica
- hellvetica
17 Jan 2025 08:54
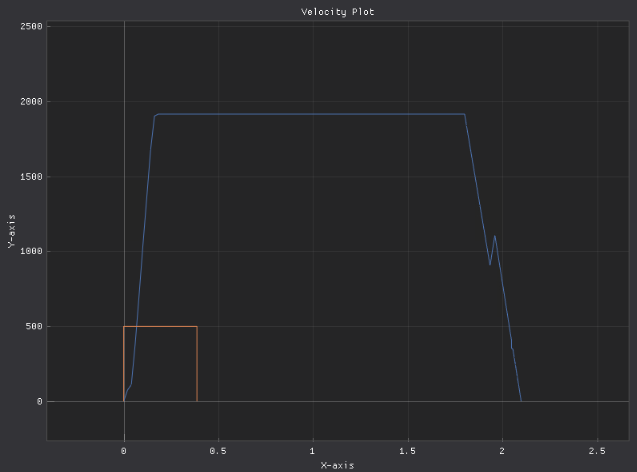
Weird artifact while decelerating high speed robot arm was created by hellvetica
Weird artifact while decelerating high speed robot arm
Category: General LinuxCNC Questions
- rebelx
- rebelx
17 Jan 2025 08:48
Replied by rebelx on topic LinuxCNC on Intel Clear Linux
LinuxCNC on Intel Clear Linux
Category: Installing LinuxCNC
- Cant do this anymore bye all

17 Jan 2025 07:58 - 17 Jan 2025 08:22
Replied by Cant do this anymore bye all on topic LinuxCNC on Intel Clear Linux
LinuxCNC on Intel Clear Linux
Category: Installing LinuxCNC
- hmnijp
- hmnijp
17 Jan 2025 07:56
Replied by hmnijp on topic Error message "Radius to end of arc differs....etc etc"
Error message "Radius to end of arc differs....etc etc"
Category: General LinuxCNC Questions
- besriworld
- besriworld
17 Jan 2025 07:50
Replied by besriworld on topic Rotating Axis Controlled by a Ballscrew
Rotating Axis Controlled by a Ballscrew
Category: Basic Configuration
- Gautham
- Gautham
17 Jan 2025 06:30
Replied by Gautham on topic Rotating Axis Controlled by a Ballscrew
Rotating Axis Controlled by a Ballscrew
Category: Basic Configuration
- xenon-alien

17 Jan 2025 06:21 - 17 Jan 2025 07:02
Replied by xenon-alien on topic Carousel with step motor
Carousel with step motor
Category: Advanced Configuration
- rebelx
- rebelx
17 Jan 2025 05:54
Replied by rebelx on topic LinuxCNC on Intel Clear Linux
LinuxCNC on Intel Clear Linux
Category: Installing LinuxCNC
- tommylight

17 Jan 2025 02:38
Replied by tommylight on topic Path display glitching - QTPlasmaC - v1.235.265 QtVCP LinuxCNC v2.9.0
Path display glitching - QTPlasmaC - v1.235.265 QtVCP LinuxCNC v2.9.0
Category: Plasmac
- Thayloreing
- Thayloreing
17 Jan 2025 02:07
help to compensate for changes in the rack was created by Thayloreing
help to compensate for changes in the rack
Category: Advanced Configuration
- smc.collins
- smc.collins
17 Jan 2025 01:17
Replied by smc.collins on topic M6 Remap Lathe (Remap T & ignore M6)
M6 Remap Lathe (Remap T & ignore M6)
Category: General LinuxCNC Questions
- rodw

17 Jan 2025 01:16
Replied by rodw on topic First Start Up - E Stops
First Start Up - E Stops
Category: General LinuxCNC Questions
Time to create page: 0.419 seconds