Search Results (Searched for: )
- Wischi
- Wischi
24 Jun 2024 18:18
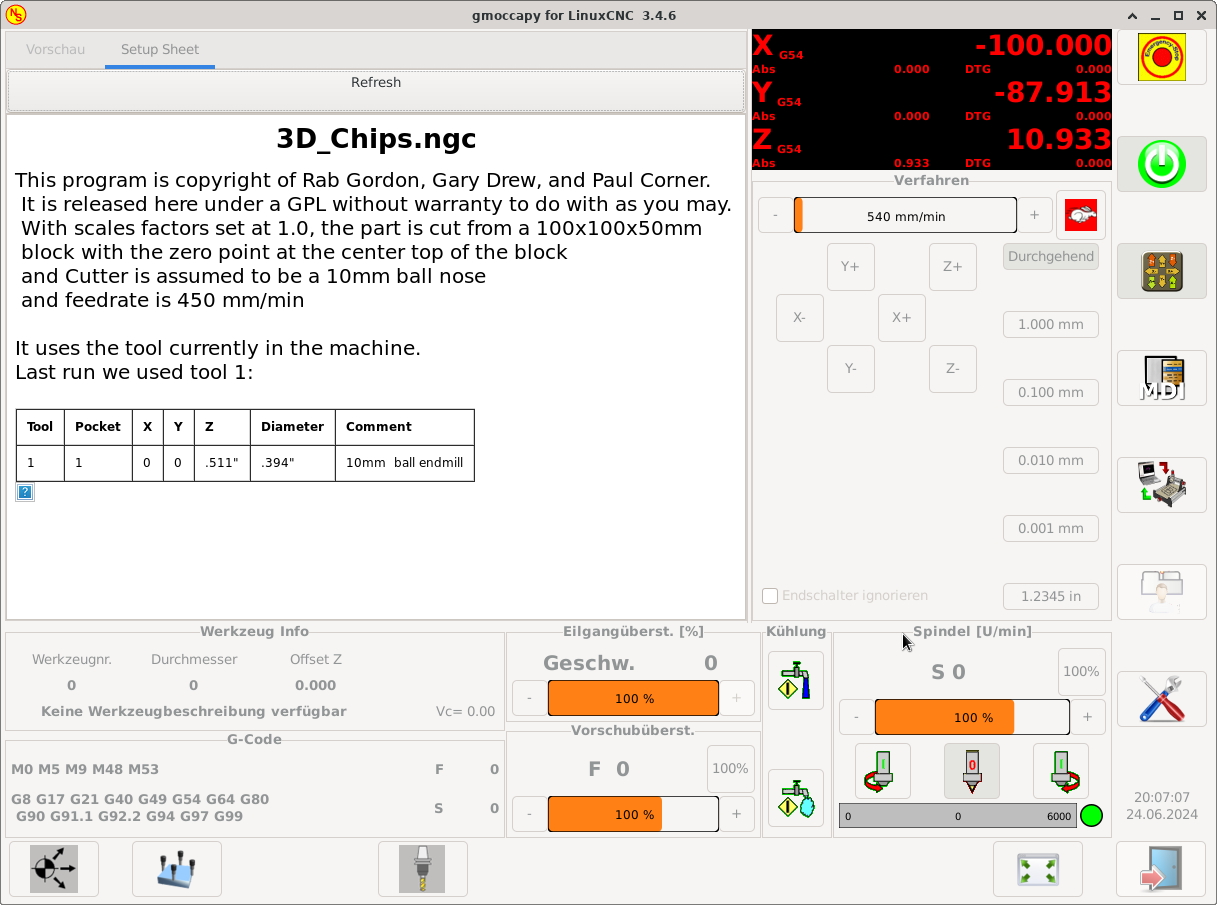
Replied by Wischi on topic Setup Sheet as Embedded Tab
Setup Sheet as Embedded Tab
Category: Gmoccapy

- PCW

24 Jun 2024 18:14
Replied by PCW on topic 3 Achs Fräse mit MESA 7C80 und Raspi 4
3 Achs Fräse mit MESA 7C80 und Raspi 4
Category: Deutsch
- cncbeagle
- cncbeagle
24 Jun 2024 17:23
Replied by cncbeagle on topic Resume not working after M0
Resume not working after M0
Category: General LinuxCNC Questions
- zjjxxsh
- zjjxxsh
24 Jun 2024 17:20 - 24 Jun 2024 17:22
Try to install LInuxCNC without image was created by zjjxxsh
Try to install LInuxCNC without image
Category: Installing LinuxCNC
- jimmyrig
- jimmyrig
24 Jun 2024 17:20
Replied by jimmyrig on topic Best QTplasmac version to use
Best QTplasmac version to use
Category: Plasmac
- Aciera

24 Jun 2024 17:00
Replied by Aciera on topic Resume not working after M0
Resume not working after M0
Category: General LinuxCNC Questions
- Aciera
24 Jun 2024 16:52
Replied by Aciera on topic Deckel FP4 Gearbox Comp
Deckel FP4 Gearbox Comp
Category: Advanced Configuration
- cncbeagle
- cncbeagle
24 Jun 2024 16:36
Resume not working after M0 was created by cncbeagle
Resume not working after M0
Category: General LinuxCNC Questions
- tommylight

24 Jun 2024 16:15
Replied by tommylight on topic LinuxCNC vs Klipper
LinuxCNC vs Klipper
Category: General LinuxCNC Questions
- jimmyrig
- jimmyrig
24 Jun 2024 15:49
Replied by jimmyrig on topic LinuxCNC vs Klipper
LinuxCNC vs Klipper
Category: General LinuxCNC Questions
- royka
- royka
24 Jun 2024 15:07 - 24 Jun 2024 16:55
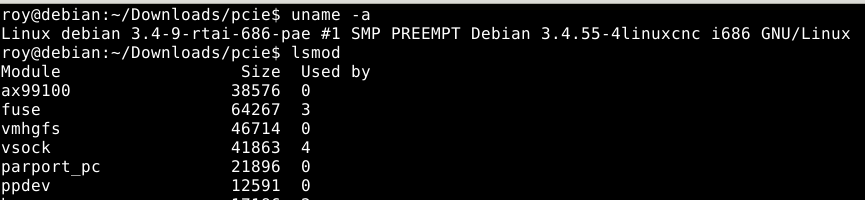
Replied by royka on topic another pci-e to parallel port issue with "make" command
another pci-e to parallel port issue with "make" command
Category: Computers and Hardware
- elovalvo
- elovalvo
24 Jun 2024 15:01 - 24 Jun 2024 15:07
- elovalvo
- elovalvo
24 Jun 2024 14:40 - 25 Jun 2024 06:39
- HPW
- HPW
24 Jun 2024 14:21
Replied by HPW on topic 3 Achs Fräse mit MESA 7C80 und Raspi 4
3 Achs Fräse mit MESA 7C80 und Raspi 4
Category: Deutsch
- cncproject2024
- cncproject2024
24 Jun 2024 14:18
LinuxCNC vs Klipper was created by cncproject2024
LinuxCNC vs Klipper
Category: General LinuxCNC Questions
Time to create page: 0.597 seconds