Search Results (Searched for: )
- Cristian_g
- Cristian_g
06 Jun 2024 13:37
Replied by Cristian_g on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- MaHa
- MaHa
06 Jun 2024 13:31
Replied by MaHa on topic Sometimes my tool unload code just…stops
Sometimes my tool unload code just…stops
Category: O Codes (subroutines) and NGCGUI
- TheRoslyak

06 Jun 2024 13:30
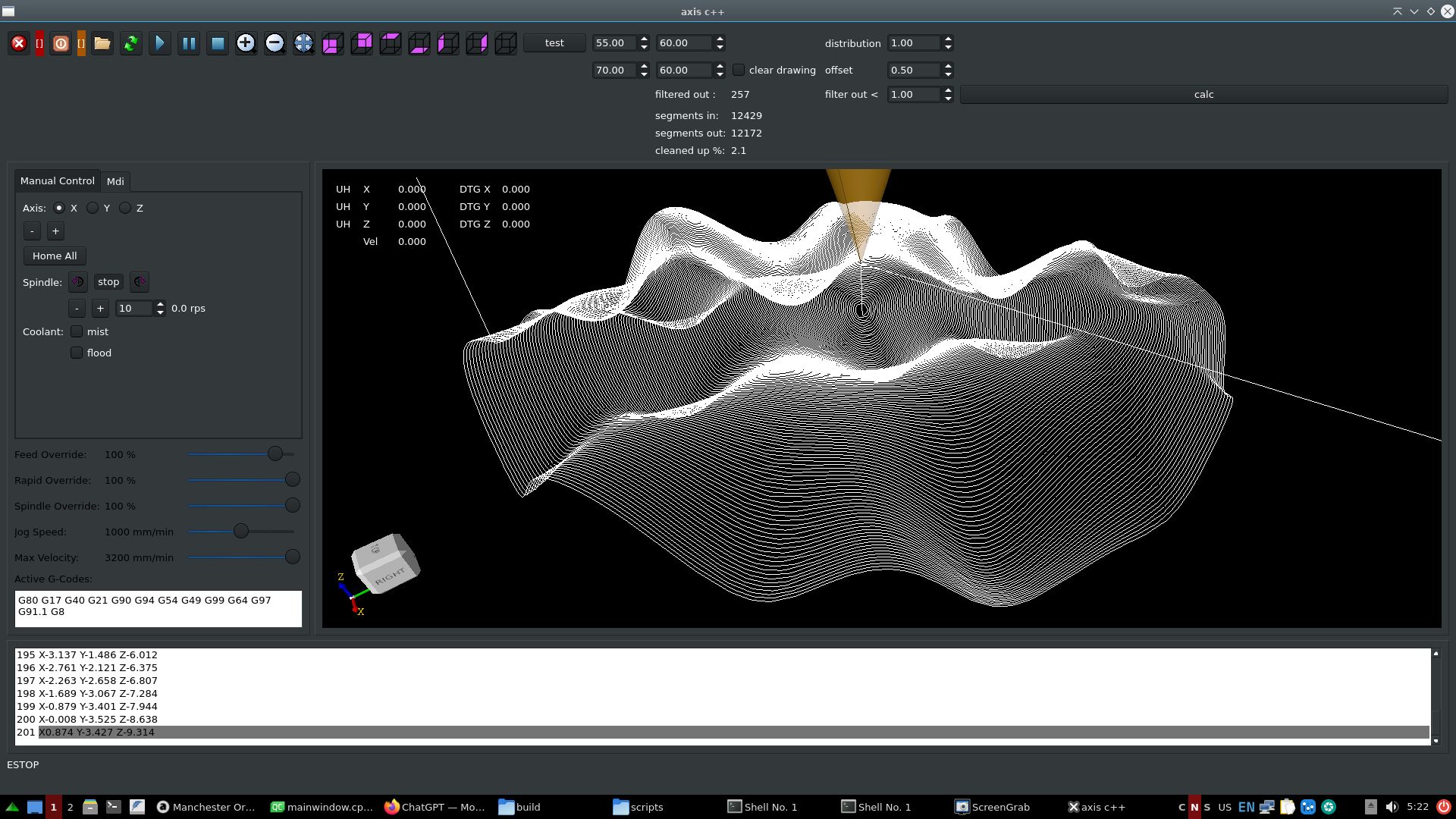
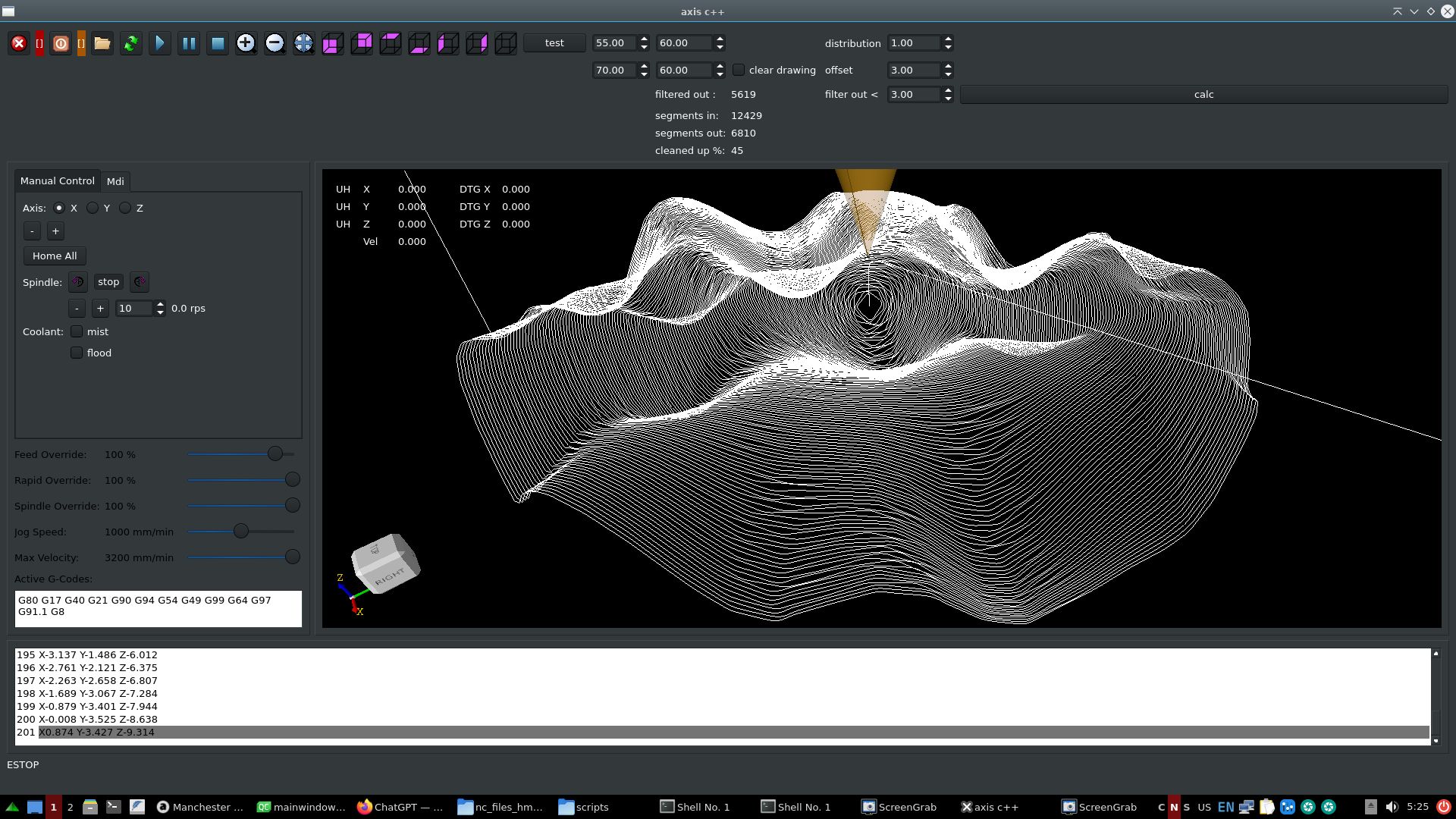
Replied by TheRoslyak on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- acourtjester
- acourtjester
06 Jun 2024 13:08 - 06 Jun 2024 13:28
- karlhe
- karlhe
06 Jun 2024 12:53
Replied by karlhe on topic gmoccapy verfahrgeschwinigkeit zu langsam
gmoccapy verfahrgeschwinigkeit zu langsam
Category: General LinuxCNC Questions
- PCW

06 Jun 2024 12:41
- Aciera

06 Jun 2024 12:33
- Aciera
06 Jun 2024 12:23
Replied by Aciera on topic Sometimes my tool unload code just…stops
Sometimes my tool unload code just…stops
Category: O Codes (subroutines) and NGCGUI
- Mr. Mass

06 Jun 2024 11:35
- Grotius

06 Jun 2024 11:29
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions

- TheRoslyak
06 Jun 2024 10:11
Replied by TheRoslyak on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Grotius
06 Jun 2024 10:00
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- stonebite
- stonebite
06 Jun 2024 09:54
Replied by stonebite on topic PNCconf 7i92H and 7i76
PNCconf 7i92H and 7i76
Category: PnCConf Wizard
- JetForMe

06 Jun 2024 09:35
Replied by JetForMe on topic Sometimes my tool unload code just…stops
Sometimes my tool unload code just…stops
Category: O Codes (subroutines) and NGCGUI
- Aciera
06 Jun 2024 09:27
Time to create page: 1.250 seconds