Search Results (Searched for: )
- tommylight

24 Oct 2024 16:54
Replied by tommylight on topic Building new plasma table
Building new plasma table
Category: Computers and Hardware
- Aciera

24 Oct 2024 16:47
Replied by Aciera on topic Russian machine tool company that uses LinuxCNC with Probe Basic
Russian machine tool company that uses LinuxCNC with Probe Basic
Category: QtPyVCP
- Grotius

24 Oct 2024 16:46
Replied by Grotius on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions

- RyanB

24 Oct 2024 16:42
Replied by RyanB on topic Could use some help with a tandem axis homing issue
Could use some help with a tandem axis homing issue
Category: Basic Configuration
- gardenweazel

24 Oct 2024 16:30
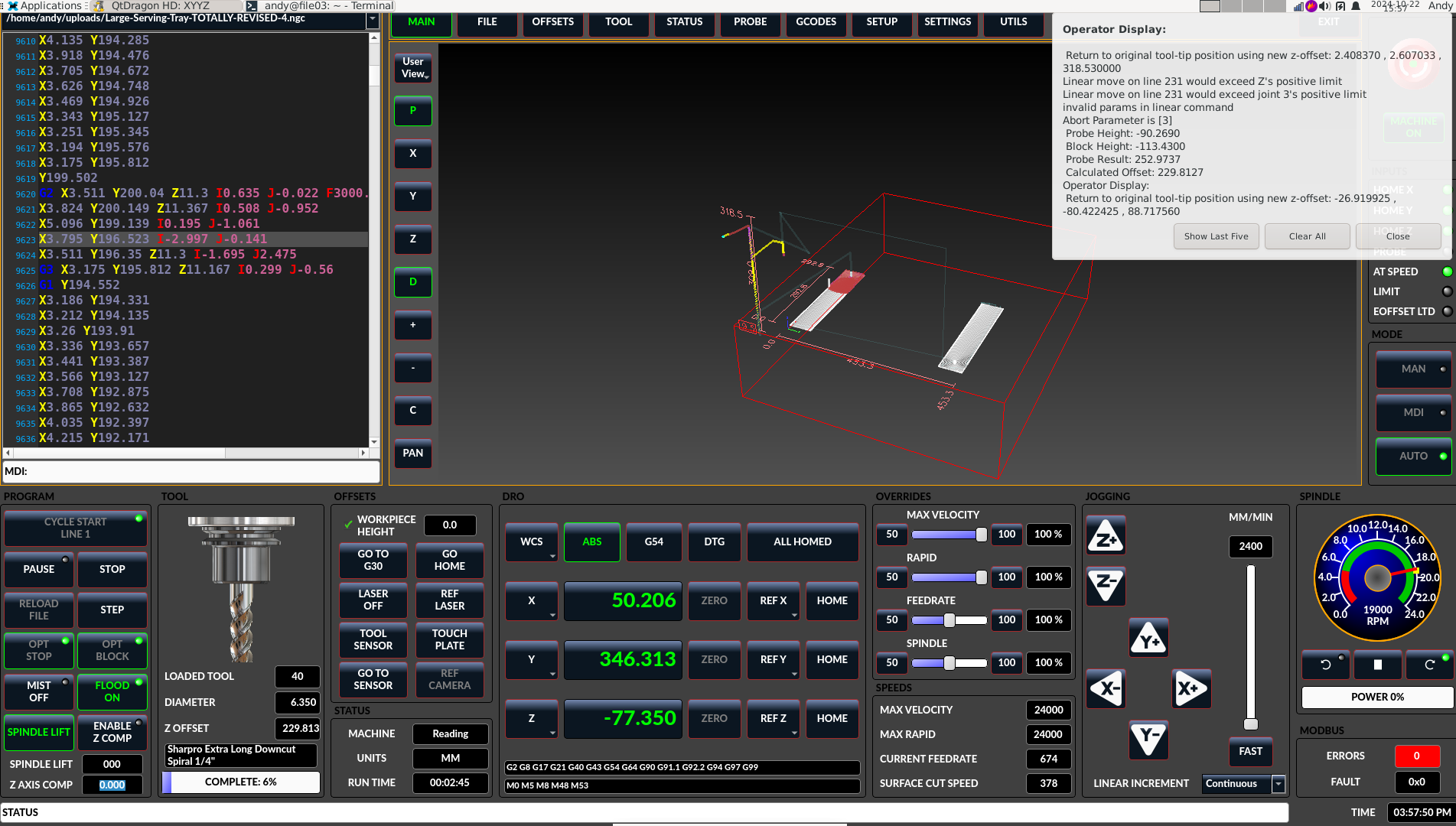
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Inconsistent values from Versaprobe
Category: Qtvcp
- PCW

24 Oct 2024 16:11
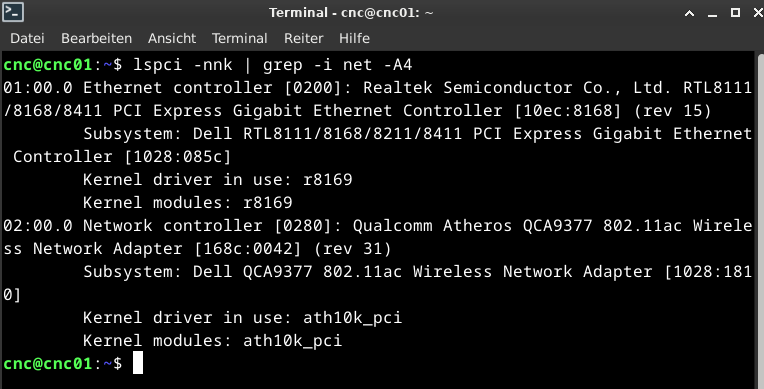
Replied by PCW on topic Unexpected realtime delay on task 0 with period 1000000
Unexpected realtime delay on task 0 with period 1000000
Category: QtPyVCP
- hairy
- hairy
24 Oct 2024 16:02
Replied by hairy on topic Russian machine tool company that uses LinuxCNC with Probe Basic
Russian machine tool company that uses LinuxCNC with Probe Basic
Category: QtPyVCP
- Jensner
- Jensner
24 Oct 2024 15:52 - 24 Oct 2024 17:44
Replied by Jensner on topic Unexpected realtime delay on task 0 with period 1000000
Unexpected realtime delay on task 0 with period 1000000
Category: QtPyVCP

- Aciera
24 Oct 2024 15:41 - 24 Oct 2024 15:43
Replied by Aciera on topic Gmoccapy - spindle restarts at program stop
Gmoccapy - spindle restarts at program stop
Category: Gmoccapy

- tenfrozentoes
- tenfrozentoes
24 Oct 2024 15:26
Replied by tenfrozentoes on topic Question on Step 4 of the APT install instructions
Question on Step 4 of the APT install instructions
Category: QtPyVCP
- Aciera
24 Oct 2024 15:21
Replied by Aciera on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- Aciera
24 Oct 2024 15:10
Replied by Aciera on topic Gmoccapy - spindle restarts at program stop
Gmoccapy - spindle restarts at program stop
Category: Gmoccapy
- Jensner
- Jensner
24 Oct 2024 15:10 - 24 Oct 2024 15:18
Replied by Jensner on topic Unexpected realtime delay on task 0 with period 1000000
Unexpected realtime delay on task 0 with period 1000000
Category: QtPyVCP
- Grotius
24 Oct 2024 15:08
Replied by Grotius on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- Micro2000
- Micro2000
24 Oct 2024 15:04
Replied by Micro2000 on topic Base Thread Over 100k
Base Thread Over 100k
Category: General LinuxCNC Questions
Time to create page: 0.954 seconds