Search Results (Searched for: )
- Aciera

03 Sep 2024 07:17
Replied by Aciera on topic Adjusting maxvel stops my routine
Adjusting maxvel stops my routine
Category: General LinuxCNC Questions
- onceloved

03 Sep 2024 07:13
Replied by onceloved on topic Marco Reps video on youtube about EtherCAT
Marco Reps video on youtube about EtherCAT
Category: EtherCAT
- Moutomation
- Moutomation
03 Sep 2024 06:57
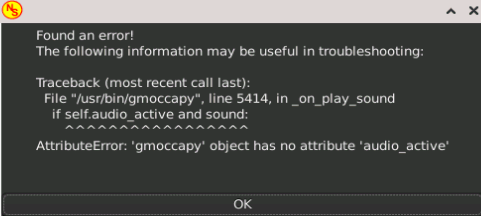
Replied by Moutomation on topic found an error! audio_ative
found an error! audio_ative
Category: Gmoccapy
- greg23_78
- greg23_78
03 Sep 2024 06:19
Replied by greg23_78 on topic encoder.N.velocity-rpm
encoder.N.velocity-rpm
Category: Basic Configuration
- Cant do this anymore bye all

03 Sep 2024 05:57
Replied by Cant do this anymore bye all on topic Pendant with 7i73: question with analog inputs
Pendant with 7i73: question with analog inputs
Category: Driver Boards
- rajsekhar
- rajsekhar
03 Sep 2024 05:52
Replied by rajsekhar on topic Error while Running Linuxcnc
Error while Running Linuxcnc
Category: Driver Boards
- stenly
- stenly
03 Sep 2024 05:48
- Ho Er
- Ho Er
03 Sep 2024 05:39
Replied by Ho Er on topic Pendant with 7i73: question with analog inputs
Pendant with 7i73: question with analog inputs
Category: Driver Boards
- cmorley
- cmorley
03 Sep 2024 05:30
Replied by cmorley on topic How can I make G30 move in Z first?
How can I make G30 move in Z first?
Category: General LinuxCNC Questions
- cmorley
- cmorley
03 Sep 2024 05:21
Replied by cmorley on topic Adjusting maxvel stops my routine
Adjusting maxvel stops my routine
Category: General LinuxCNC Questions
- cmorley
- cmorley
03 Sep 2024 04:49
Replied by cmorley on topic GdkWindow unexpectedly destroyed
GdkWindow unexpectedly destroyed
Category: GladeVCP
- cmorley
- cmorley
03 Sep 2024 04:44
Replied by cmorley on topic Inspect current G64 parameters?
Inspect current G64 parameters?
Category: General LinuxCNC Questions
- Moutomation
- Moutomation
03 Sep 2024 04:32
found an error! audio_ative was created by Moutomation
found an error! audio_ative
Category: Gmoccapy
- bentiggin
- bentiggin
03 Sep 2024 04:30
- casilio55
- casilio55
03 Sep 2024 04:07
Replied by casilio55 on topic Mill Tapping G code Generator
Mill Tapping G code Generator
Category: CAD CAM
Time to create page: 0.455 seconds