Search Results (Searched for: )
- Cant do this anymore bye all

02 Aug 2024 11:33
Replied by Cant do this anymore bye all on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- Aciera

02 Aug 2024 11:31 - 02 Aug 2024 14:51
Replied by Aciera on topic Homing with Absolute Encoders (Again)
Homing with Absolute Encoders (Again)
Category: Advanced Configuration
- Cant do this anymore bye all
02 Aug 2024 11:29
Replied by Cant do this anymore bye all on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- Mecanix
- Mecanix
02 Aug 2024 11:28 - 02 Aug 2024 11:29
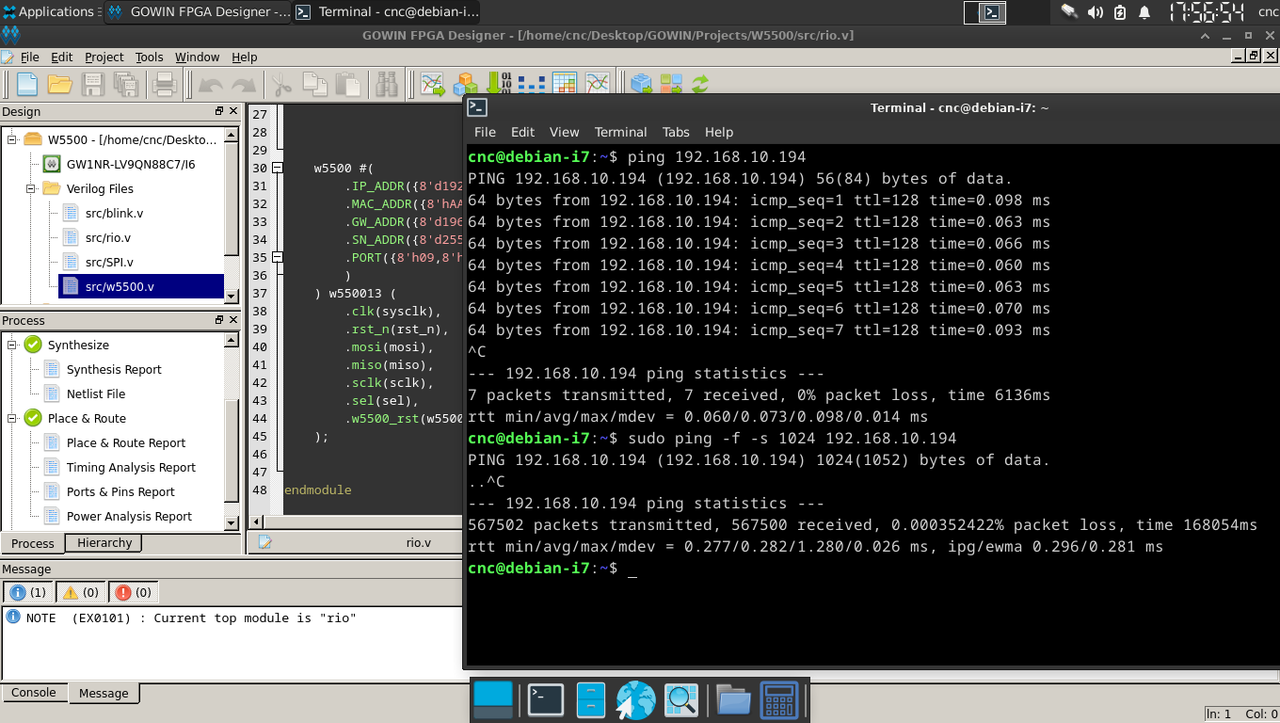
Replied by Mecanix on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- meister
- meister
02 Aug 2024 11:27
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
")
- meister
- meister
02 Aug 2024 11:18
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- Sandro
- Sandro
02 Aug 2024 10:51 - 02 Aug 2024 11:01
Homing with Absolute Encoders (Again) was created by Sandro
Homing with Absolute Encoders (Again)
Category: Advanced Configuration
- tommylight

02 Aug 2024 10:42
- Grotius

02 Aug 2024 10:41
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Mecanix
- Mecanix
02 Aug 2024 10:21
Replied by Mecanix on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- RotarySMP

02 Aug 2024 10:08
Replied by RotarySMP on topic Weiler 160 CNC Retrofit
Weiler 160 CNC Retrofit
Category: Show Your Stuff
- RotarySMP
02 Aug 2024 10:07
Replied by RotarySMP on topic Verify my Mesa selection
Verify my Mesa selection
Category: Driver Boards
- RotarySMP
02 Aug 2024 10:06
- Lpkkk
- Lpkkk
02 Aug 2024 10:04 - 02 Aug 2024 10:06
Remora RT1052 nvem pinouts was created by Lpkkk
Remora RT1052 nvem pinouts
Category: Advanced Configuration
- captain-panda

02 Aug 2024 09:55 - 03 Aug 2024 10:08
Gravograph Engraving Machine(s) Conversion (Updated) was created by captain-panda
Gravograph Engraving Machine(s) Conversion (Updated)
Category: Basic Configuration
Time to create page: 0.515 seconds